中夏牌ZX-2018型直流稳压电源由稳压电源和充电器两部分组成:稳压电源输出3V、6V直流稳压电压,可作为收音机、收录机等小型电器的外接电源;充电器可对5号、7号可充电池进行恒流充电。
本产品根据模拟电子技术的基本电路设计而成,与理论教学结合紧密,产品功能多、操作方便、性能优良,具有输出功率大、工作稳定可靠、性价比高等优点,极易装制成功。
一、功能及主要参数
1.直流稳压电源
输入电压:交流220V,输出电压:直流3V、6V;最大输出电流:
500mA具过载保护电路,面板上有通电指示、过载指示、两组电池充电指示,同时还有输出电压及电压极性选择开关。
2.电池充电器
左通道充电电流50~60mA(普通充电),右通道充电电流110~130mA(快速充电),两通道可以同时使用,各可以充5号或7号电池两节(串接)。稳压电源和充电器可以同时使用,只要两者电流之和不超过500mA。
二、工作原理
1.直流稳压电源
稳压电源电路(见电原理图)是根据模拟电子中典型的带放大环节的串联型稳压电路设计而成。
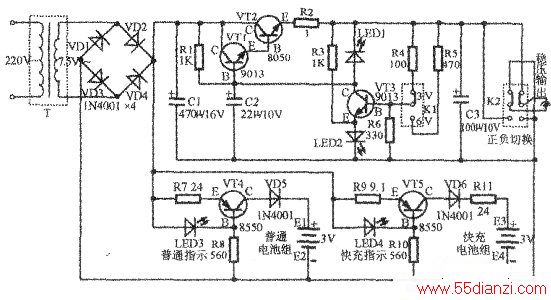
变压器T、VD1~VD4二极管和电容Cl构成降压、桥式全波整流和滤波电路,VT1、VT2组成复合调整管与负载串联,R4(R5)与R6为分压器,构成取样电路,LED2发光二极管作基准电压,兼作电源指示。当把取样信号与基准电压比较后,其差值经VT3放大,由其集电极输出加到VT1的基极,从而控制调整管两端的电压,以达到保持输出电压稳定的目的。
R2和LED1(兼过载指示)组成过载保护及短路保护电路,当输出电流增大时,R2上压降亦增大,大到一定值时LED1导通,使调整管VT1、VT2的基极电流不再增大,限制了输出电流的增加,起限流保护作用。
Kl为输出电压选择开关,K2为输出电压极性转换开关。
2.电池充电器
对电池进行直流恒流充电可以比较准确地掌握电池“充满”所需的时间,这样可以避免过充、欠充而影响电池的使用寿命。
充电部分由VT4、VT5及其相关元件组成,El、E2和E3、E4分别为左、右通道的充电电池。从左通道看,VT4的基极至电阻R7左端被发光二极管LED3的正向电压箝住,因此可以认为在一定的范围内VT4的集电极电流IC(即充电电流)基本为恒流而与负载无关。LED3兼作左通道的充电指示,而VD5可以防止电源断电时电池通过充电器内部电路放电。由于
式中VLED3和Veb可以认为是常数,故对左通道来说充电流的大小由R7决定。右通道电路与左通道基本相同,其充电电流由R9的大小所决定。由于R9<R7,所以右通道的充电电流比左通道大,为防止VT5的功耗超过额定值,故在充电回路中串入一适当阻值的电阻Rll。
当知道了充电电流和被充电池容量后,充电所需时间可以由下式决定充电时间(小时)=电池容量(毫安、小时)/充电电流(毫安)
三、焊接与安装
焊装按下列步骤进行,只有完成了上一步才能进行下一步,一般先焊装低矮、耐热元件。若有需与印制板紧固的较大型元件,或与面板上孔、槽相嵌装的元件,也需给予特别的注意,具体焊装步骤如下:
1.清查元器件的数据(见元件清单)与质量,对不合格元件应及时更换。
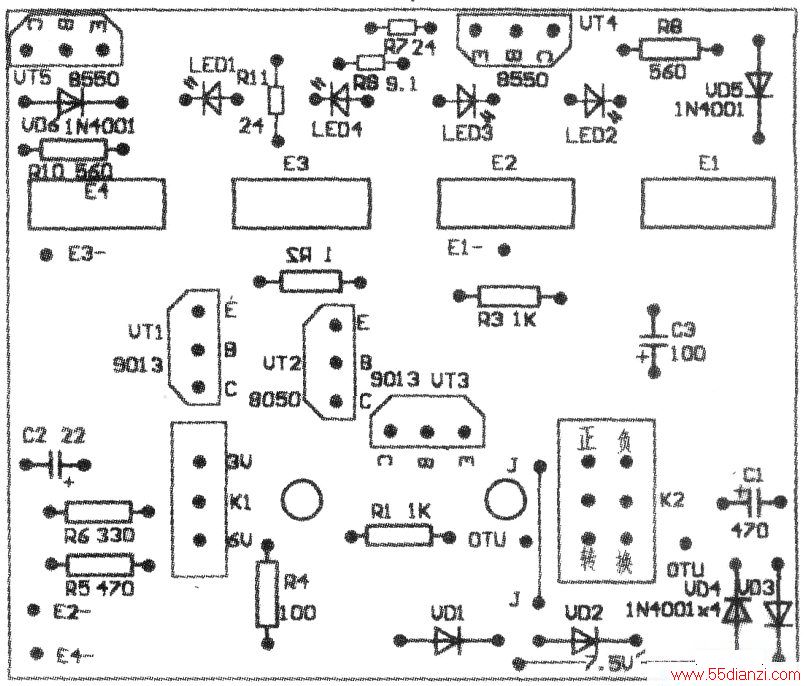
2.确定元器件的安装方式、安装高度,一般它由该器件在电路中的作用、印制板与外壳间的距离以及该器件两安装孔之间的距离(见‘印制板图)所决定。
3.进行引脚处理,即对器件的引脚弯曲成形并进行烫锡处理。成型时不得从引脚根部弯曲(应>1.5mm),尽量把有字符的器件面置于易于观察的位置,字符应从左到右(卧式),从下到上(直立式)。
4.插装。根据元件位号对号插装,不可插错,对有极性的元器件(如二极管、电解电容等)及三极管的管脚,插孔时应特别小心。
5.焊接。各焊点加热时间及锡量要适当,对耐热性差的元器件应使用工具辅助散热。防止虚焊、错焊,避免因拖锡而造成短路。
6.焊后处理。剪去多余引脚线,检查所有焊点,对缺陷进行修补,必要时用无水酒精清洗印制板。
7.盖后盖上螺钉。盖后盖前需检查:①所有与面板孔嵌装的元器件是否正确到位;②变压器是否座落在安装槽内;③导线不可紧靠铁芯;④是否有导线压住螺钉孔或散露在盖外。
后盖螺钉的松紧应适度,若发现盖不上或盖不严,切不可硬拧螺钉,应开盖检查处理后再上螺钉。
四、安装提示
1.注意所有与面板孔嵌装元件的高度与孔的配合(如发光二极管与面板孔相平,面板与拨动Sl、S2开关是否灵活到位。)
2.VT1、VT2、VT3采用横装,焊接时引脚销留长一些。
3.由于空间不够,Cl卧装在铜泊面,C2、C3卧装。
4.R7、R9、Rll直立装,其它电阻元件一律卧装。
5.整流二极管全部卧装。
6.从变压器及印制板上焊出的引线长度应适当,导线剥头时不可伤及铜芯,多股芯线剥头后铜芯有松散现象,需捻紧以便烫锡、插孔、焊装。接直流插座的两根线和变压器输出的7.5V的两根线焊在铜泊面;四个电池的负极引线从元件面的孔插入焊接。
7.为了便于装焊,可根据具体情况采用分类、分片焊装。
五、测试与调整
总装完毕后,按原理图、印制板装配图及工艺要求检查整机安装情况,着重检查电源线、变压器连线及印制板上相邻导线或焊点有无短路及缺陷,一切正常时用万用表欧姆档测得电源插头二引脚间电阻大于500Ω以上,即可通电检测。
1.测试
①接通电源,通电指示灯(LED2)亮。
②空载电压:空载时测量通过十字插头输出的直流电压,其值应略高于额定电压值。
③输出极性:拨动S2开关,输出极性应作相应变化。
④负载能力:当负载电流在额定值150mA时,输出电压的误差应小于±l0%。
⑤过载保护:当负载电流增大到一定值时LED1逐渐变亮,LED2逐渐变暗,同时输出电压下降。当电流增大到500mA左右时,保护电路起作用,LED1亮,LED2灭。若负载电流减小则电路恢复正常。
⑥充电电流:充电通道内不装电池,置万用表于直流电流档,当正负表笔分别短时触及所测通道的正负极时,被测通道充电指示灯亮,所显示的电流值即为充电电流值。
⑦稳定工作考察:在额定负载下,稳压器、充电器连续工作数小时,若没有声响、严重发烫或焦臭味,则认为通过。
2.调整
①若稳压电源的负载在150mA时,输出电压误差大于规定值的±l0%时,3伏档更换R4,6伏档更换R5,阻值增大电压升高,阻值减小电压降低。
②若要改变充电电流值,可更换R7(R9),阻值增大,充电电流减小,阻值减小,充电电流增大。
本文关键字:稳压电源 电源类,电子制作 - 电源类






