本文通过介绍如何制作一款传统T68卧式镗床控制系统试教板的实例,以及该系统的PLC仿真控制,浅谈PLC技术在机床电气控制中的应用。
一、主要结构及功能
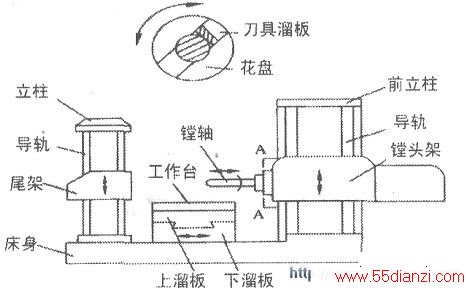
T68卧式镗床主要由床身、前立柱、镗头架、工作台、后立柱、尾架、上溜板和下溜板等部分组成,其结构如上图所示。
T68卧式镗床共有两台电动机,即主轴电动机Ml和快速移动(进给)电动机M2。镗轴的旋转运动与花盘的旋转运动是卧式镗床的主运动。镗轴为轴性向进给,花盘刀溜板径向进给,工作台的横向进给与工作台纵向进给是卧式镗床的进给运动。工作台的回转、后立柱的水平移动及尾架的垂直移动是辅助运动。
二、控制电路分析
1.主控制电路
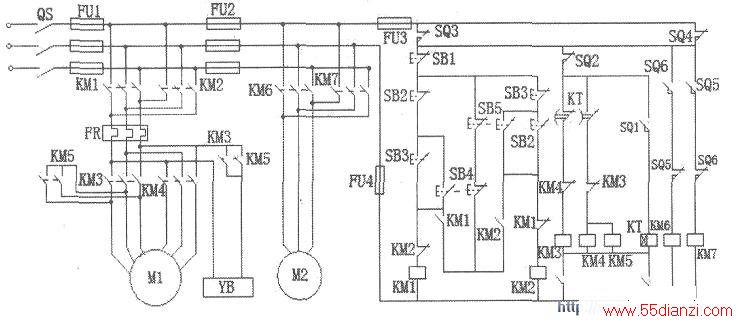
T68卧式镗床控制电路如下图所示,QS是电源开关,FU1为总短路保护。主轴电动机M1由接触器KM1和KM2控制其正反转,FR是主轴电动机Ml的过载保护。主轴电动机Ml是一台双速电动机,KM3、KM4和KM5作三角形一星形变速切换。快速移动电动机M2由接触器KM6和KM7控制其正反转。
SB1为停止按钮;SB3和SB2分别为主轴电动机Ml正、反转启动按钮;SB4和SB5分别为主轴电动机Ml点动正、反转按钮;SQ1为由高、低速换速信号开关;SQ2为主轴变速信号开关;SQ3和SQ4使工作台和镗头架的自动进给与主轴和花盘刀架的自动进给不能同时进行;SQ5和SQ6分别为快速进给电机M2快进和快退开关。
2.主轴电机控制
主轴电机Ml由接触器KMl~KM5.按钮SBI—SB5.时间继电器KT以及限位开关SQ1、SQ2等组成。主轴双速电动机Ml由限位开关和调速手柄联动控制。按下正转控制按钮SB3.其常闭触头断开(互锁).常开触头闭合;接触器KM1通电吸合,其常闭触点经常开触头闭合(自锁)电.KM1和KM3常开Ml通电启动(正转)。
按下反转控制按钮SB2.其常闭触头断开(互锁),常开触头闭合;接触器KM2通电吸合,其常闭触点断开(互锁).常开触头闭合(自锁).KM3线圈得电,KM2和KM3常开主触头闭合,Ml通电启动(反转)。
主轴电机Ml的点动控制由点动按钮SB4和SB5控制,当按下按钮时,其常闭触头断开,切断了KMI、KM2自锁回路,使Ml连续正、反向启动都不能自锁,常开触头闭合,KM1或KM2线圈得电,电机Ml启动;当松开按钮后,KMI或KM2断电释放,电动机也随即停止.实现了点动控制。
3.高低速控制
低速控制,SQ1不动作,常闭触头仍闭合,常开触头仍断开。按正转启动按钮SB3,KM1线圈得电,其常开自锁触头闭合自锁,常开主触头闭合为Ml启动作准备,同时KMI常开辅助触头闭合。KM3线圈得电.KM3主触头闭合,主轴电动机Ml被接成三角形接法而低速运转,同时KM3的常闭连锁触头断开.使KM4和KM5断开,保证主轴电动机M1的三角形接法。
高速控制,将SQL常闭触头断开.常开触头闭合。按正转按钮SB3.KM1线圈得电,其常开自锁触头闭合自锁,常开主触头闭合为Ml启动作准备。同时,KM1的常开辅助触头闭合,时间继电器KT和KM3线圈得电.Ml被接成三角形接法而低速启动。经过一段延时,时间继电器KT的延时开启常闭触头延时分断,KM3线圈失电,使KM3的主触头断开.Ml切断三角形接法,同时KM3常闭触头复位闭合.KT延时闭合的常开触头延时闭合,则KM4、KM5线圈得电,其常开主触头闭合.Ml接成双星形接法而高速运转,实现了低速启动向高速运转的控制。
4、给正反转控制
通过快速进给手柄打到“正向”状态,快速进给开关SQ6常闭断开,常开闭合.KM6线圈得电吸合,使得进给电动机M2快速正转(快进)。反转(快退)同理。
三、PLC仿真控制
1、任务分析
通过以上对T68卧式镗床控制电路的分析,两个电动机主要是由KMl~KM7七个交流接触器控制,所以PI,C主要是控制好这七个交流接触器的工作,将所有控制开关作为输入元件与PLC输入点(X)相连;交流接触器KM1—KM7作为输出元件和PLC的输出点(Y)相连,连线较为复杂的控制电路由PLC编程代替。为使梯形图程序具有正确的逻辑关系,首先必须仔细分析T68卧式镗床控制电路各部分的作用,以及各个器件功能,理清其逻辑关系。
2、PLC控制系统设计
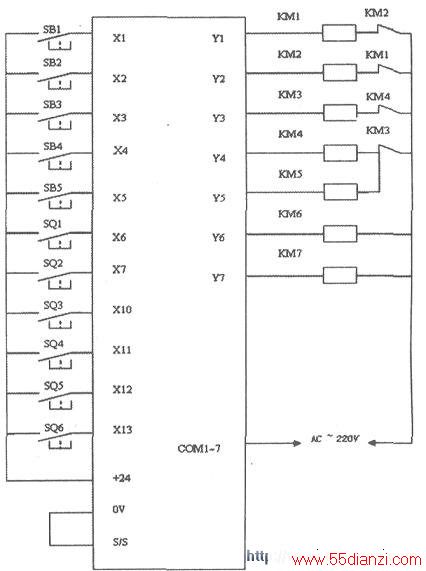
根据T68卧式镗床所占用的输入/输出点数,本实例选用的是三菱FXls-20MR-D型可编程控制器.问以满足设计需求。根据T68卧式镗床控制电路的分析,PLC控制系统的输入,输出地址分配表如附表所示.PLC控制系统的输入,输出接线如上图所示。
3、PLC程序设计
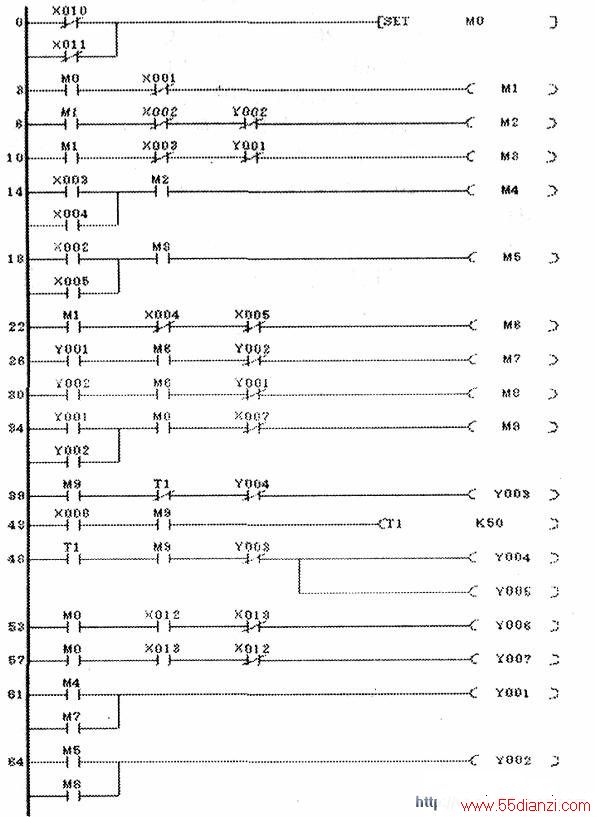
T68卧式镗床继电器控制原理图中包含了许多的互锁环节,在理清各个控制环节的逻辑关系后,根据原继电器电路的逻辑关系.利用SWOPC-FXGP/WIN-C软件或其他软件设计出PI,C控削梯形图.T68卧式镗床PLC控制的PLC梯形图如下图所示。
4、PLC仿真调试
为了验证PLC程序设计的正确性,以及确保系统成功安装和调试,先进行模拟仿真。本设计利用了天煌公司的“可编程逻辑控制器实验箱”进行模拟仿真,将程序写入PLC.利用七个发光二极管.代替PLC输出端口Y控制的七个继电器,用开关或按钮代替PLC输入端口X的控制按钮、高低速控制开关、主轴变速行程开关、换刀限位开关等。通过扳动各个开关,观察各发光二极管的发光情况,验证程序设计与T68卧式镗床控制电路的逻辑关系是否正确。
上一篇:烟雾自动排风控制器






