TOP-936A型焊台具有升温速度快、温度可调、烙铁小巧、头部尖细、特别适合焊接微小元器件、不易氧化、耐久性好、防静电等诸多优点,倍受电子工作者青睐,因此社会保有量很大。但它的价格偏高,按照本文介绍的方法自己制作一个TOP-936A型焊台不失是一个最佳的选择,一来锻炼了动手能力,二来为自己添加了一件实用、性能优异的焊接工具,何乐而不为。
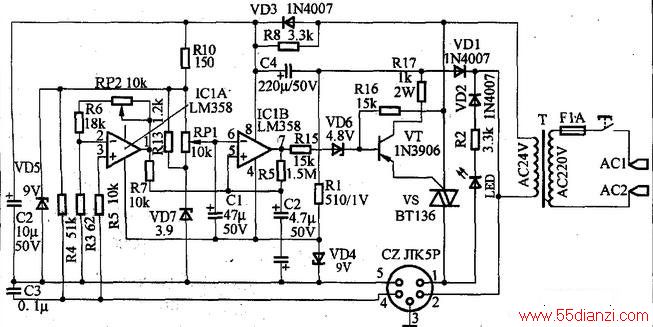
电路原理图如上图所示。经变压器T变压后的AC24V电压经VD3、VD1半波整流、C4滤波后,在C4两端形成一个18V左右的直流工作电压。该电压正端加在运放IC1的8脚,负端经R1限流后加在IC1的4脚,供运放IC1作电源工作电压。同时正电压经R10、R1限流,VD5、VD4稳压;并在VD5、VD4的中点通向IC1的反向输入端2脚,CZ的5脚提供一个“基准”工作电压。又通过R10、R4、R5在CZ的4、5两脚间向热电偶提供一个工作电流回路,以便电烙铁温度变化时能通过电烙铁内的热电偶电动势的变化在IC1A的2、3脚间形成一个随温度变化而变化的电压差。在R10、R13与RP1、VD7、VD4、R1回路中,VD5与VD7形成的压差加在R13与RP1上,通过调节RP1的滑动触头的位置,即可改变IC1B反向输入端6脚的电压值,也即调节了电烙铁的设定温度,实测RP1上端的电压为15.3V;下端的电压是10.8V(以IC1的4脚为参考零电位,下同)。R6、RP2构成负反馈回路,用以调节运放IC1A的放大增益,从而调节电烙铁的温度跟踪性能。
CZ JIK5P中的4、5脚连接端子接TOP-936AA烙铁内的“铂”热电偶。从图中给定的元器件参数可以算出,流过CZ的4、5两端的电流约为0.17mA,在其两端形成的电压差为9.35mV~27.3mV(视电烙铁温度不同而异,温度低,电压差小;反之,压差大),经IC1A线性、比例放大后从IC1A的1脚输出,经R7加至IC1B的同向输入端5脚,IC1B在这里作电压比较器。经与IC1B的反向输入端6脚的电压比较后输出相应的“高、低”控制电压,去控制VT的截止、导通,从而控制了双向晶闸管VS的开关与否,也就是控制了电烙铁的加热与否。调节RP1的阻值大小,就改变了IC1B的6脚电压设定值,也即改变了设定烙铁的加热温度。
IC1B、R15、VD6、VT、R16、R17、VD1构成了双向晶闸管VS的驱动触发电路。当电烙铁的温度低于设定温度时,由R4、R5加在IC1A同向输入端3脚的电压与其反向输入端2脚的电压的差值最小(烙铁内铂-铑电极电位正向接入电路中,温度升高,电极电位差增大;反之电极电位差是减小的)经IC1A放大后输出的电压也相对最低,此电压加在IC1B的同向输入端5脚上,由于此时该电压低于IC1B反向输入端6脚的设定电压,所以IC1B的7脚输出低电位,VT导通;双向晶闸管VS被触发导通,电烙铁被加热,LED一同被点亮,指示电烙铁工作于加热状态,随着加热时间的延长,电烙铁温度的升高,内置热电偶电极电位同时线性的增大。这样IC1A的2、3脚的压差也同时增大;导致1脚输出的电压也成比例的增大;IC1B的5脚电压增高,当5脚的电压高于6脚设定的电压时IC1B翻转,输出高电平,VT截止,晶闸管VS过零关断,电烙铁停止加热,LED熄灭。随着停止加热时间的延长,电烙铁温度的再次降低,电烙铁内的热电势同时降低,当低至设定温度时,电路状态再次改变,电烙铁又被加热,此后,重复上述过程,直至关断电烙铁开关为止。
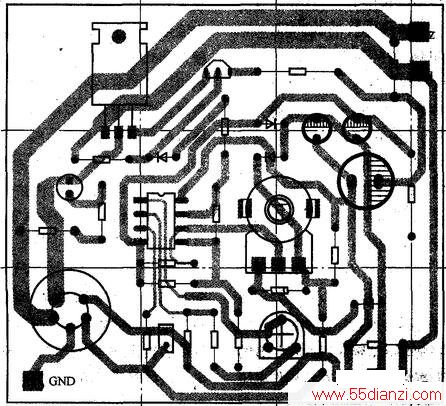
元器件的选择与制作:在电子市场花30元~35元买一把TOP-936A型电烙铁头、体,同时需要购买一个与之配套的GX-16 JIK5P型“航空插座”,以便该自制的焊台能与市售TOP-936A型焊台相通用。电源变压器可用铁芯截面积为22mm×28mm,初级用φ0.27mm漆包线绕1600匝,用绝缘纸做三层绝缘后再用φ0.80mm漆包线绕175匝作为次级绕组。也可用功率大于30W的24V/220V成品电源变压器充当。电位器选用WH12113X型(或WH0171-1X型)绝缘轴旋转式单连电位器。RP2可调电阻的型号是WH06型,VT(2N3906)可用S8550代替,VS(BT136)可用电流大于6A/600V其他型号的双向晶闸管代用,同时要加装一块1.5mm×25mm×40mm的铝制散热片。其余元器件无特殊要求。印制电路板图如下图所示。
调试使用:将电路焊接好检查无误后,先不插接电烙铁通电,用万用表测IC1的8、4脚间的电压应在18V左右,表明IC1的供电电压正常。将调温旋钮RP1逆时针旋转到底,然后用镊子将CZ的4、5两脚短接,此时,LED指示灯应能点亮,表明焊台电路板工作正常。再将电烙铁插进CZ插座内,此时LED指示灯应能点亮,稍等片刻,电烙铁应有温升迹象,随后LED指示灯应能随着时间的延续间歇地闪烁。调节温度设定电位器RP1,电烙铁的温度应能发生高、低变化。若电烙铁头都烧红了,LED依然点亮,要迅速切断电源。这是由于电烙铁内的热电偶极性接反了造成的,需将电烙铁柄扭开,调换热电偶的两条引线焊点位置即可解决。制作中发现,市售的TOP-936A型焊台热电偶极性接法因厂家不同而异,因热电偶是由“铂-铑”.两种金属材料制成的,“铂、铑”各自的“电极电位”是不相同的,当将热电偶串入由R4→CZ的4脚→热电偶→CZ的5脚→R3→IC1A的2脚回路内时,对IClA的2、3脚电压影响即不相同,一是增大了IC1A的2、3脚间电压;二是减小了IC1A的2、3脚间的电压,这里需要用到的是前者。
温度刻度盘的划分,TOP-936A型焊台温度设定的调节范围是200℃~480℃,可通过调节电位器RP1来设定。RP1为“X”型线性电位器,左旋到底为200℃,右旋到底为480℃,中间部分按线性角位移量均匀刻定即可。RP2是用来调校温差的。使用时,将温度旋钮调在360℃左右即可。
本文关键字:制作 电工-电机,电子制作 - 电工-电机






