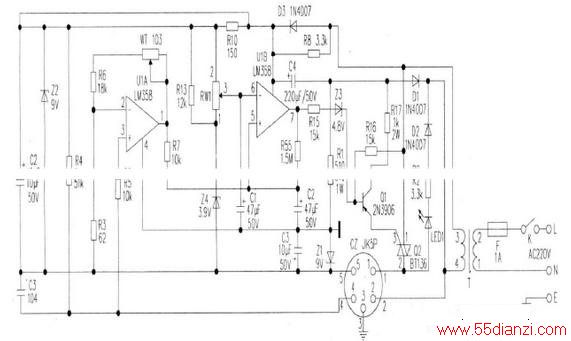
�����ú�̨�ĵ�·�總ͼ��ʾ������ѹ��T��ѹ���AC24V��ѹ��D3��D1�벨������C4�˲�����C4�����γ�18V���ҵ�ֱ��������ѹ���õ�ѹ���˼����˷�U1LM358N�Ģ�ţ����˾�R1���������U1�Ģܽţ����˷�U1����Դ������ѹ����18V��ѹ��R10��R1������Z2��Z1��ѹ������Z2��Z1���е���U1�ķ�������ˢڽż�������Դ�����Ӽ�CZ�Ģݽ��ṩһ��“��”������ѹ����ͨ��R10��R4��CZ�ܡ������ż��������ڵ��ȵ�ż�ṩһ������������·���������¶ȱ仯ʱ�����ڵ��ȵ�ż�綯�Ʒ����仯����Ri5��U1A�Ģڡ��ۼ��γ�һ�����¶ȱ仯���仯�ĵ�ѹ���R10��R13����RW1��Z4��Z1��R1��·�У���ѹ������Z2��Z4�γɵ�ѹ�����R13����RW1���ˣ�ͨ������RW1�ı�U1B��������ˢŵĵ�ѹֵ��Ҳ���������������趨�¶ȣ�ʵ��RW1�϶˵ĵ�ѹΪ15.3V���¶˵ĵ�ѹ��10.8V(��U1�Ģܽ�Ϊ�ο����λ����ͬ)��R6�����ɱ����WT���ɸ�������·�����Ե����˷�U1A�ķŴ����棬�Ӷ������������¶ȸ������ܡ�CZJ��K5P�еĢܡ������Ӷ��ӽ�TOP-936A�������ڵ��ȵ�ż����ͼ�и�����Ԫ�������������������CZ�ܢ����˵ĵ���ԼΪ0.17mA�����������γɵĵ�ѹ��Ϊ9.35mV��27.3mV(�������¶Ȳ�ͬ���죬�¶ȵͣ���ѹ��С����֮��ѹ���)����U1A���ԡ������Ŵ���U1A�Ģٽ��������R7����U1B��ͬ������ˢݽţ�����U1B�ķ�������ˢŵĵ�ѹ�ȽϺ������Ӧ��“�ߡ���”���Ƶ�ѹ��ȥ����Q1�Ľ�ֹ����ͨ���Ӷ�����˫��ɿع�Q2�Ŀ���أ�Ҳ�������������ļ���������¶ȵ��ڵ�λ��RW1����ֵ��С���ı���U1B�ĵ�ѹ�趨ֵ��Ҳ���ı����趨�����ļ����¶ȡ�U1B��R15��Z3��Q1��R16��R17��D1����˫��ɿع�Q2������������·�����������¶ȵ����趨�¶�ʱ����R4��Rj5����U1Aͬ������ˢ۽ŵĵ�ѹ���䷴������ˢڽŵĵ�ѹ�IJ�ֵ��С����U1A�Ŵ������ĵ�ѹҲ�����ͣ��˵�ѹ����U1B��ͬ������ˢݽ��ϣ����ڴ�ʱ�õ�ѹ����U1B��������ˢŵ��趨��ѹ������U1B�߽�����͵�λ��Q1��ͨ��˫��ɿع豻������ͨ�����������ȣ�����ָʾ��LED1һͬ��������ָʾ���������ڼ���״̬�����ż���ʱ���ӳ��������¶����ߣ����Z�ȵ�ż�缫��λͬʱ������������U1A�ڡ��۽ŵ�ѹ��Ҳͬʱ�����¢ٽ�����ĵ�ѹҲ�ɱ��������ݽŵ�ѹ���ڢ��趨��ѹʱU1B��ת������ߵ�ƽ��Q1��ֹ���ɿع�Q2����ضϣ�����ֹͣ���ȣ�ָʾ��LED1Ϩ������ֹͣ����ʱ���ӳ��������¶��ٴν��ͣ��������ȵ�ż�ȵ���ͬʱ���ͣ��������趨�¶�ʱ����·״̬�ٴη�ת�������ֱ����ȡ���˲�ͣ���ظ��������̣�ʹ�����ȶ����趨�¶ȡ�
���Ĺؼ��֣�����ԭ�� ����������֪ʶ���� - ����
��һƪ��WMS-200���벻�����ͼֽ






