1.虚焊现象
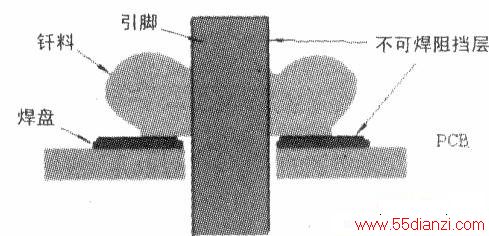
虚焊现象1(见下图):
面不润湿,焊点表面呈粗糙的形状、光泽性差、润湿性不好(润湿角0>90度),如下图所示。此时钎料和基体金属界面之间被一层不可焊的薄膜所阻挡,界面层上未能发生所期望的冶金反应(形成适当厚度的合金层Cu6Sn5+Cu3Sn)。这是一种显形的虚焊现象,从外观上就能判断。
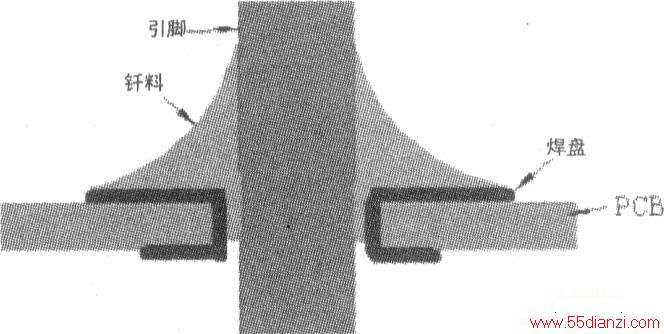
虚焊现象2:
表面润湿,但钎料和基体金属界面未发生冶金反应(未形成适当厚度的合金层Cu6Sn5+Cu3Sn),如下图所示。它是一种稳形的虚焊现象,外观不易判断,因而危害极大。
2.虚焊的判据
上面所表述的两种不同的虚焊现象,其共同特点都是结合界面未发生冶金反应,未形成合适厚度(1.5~3.5)μm的合金层。因此,接合界面上是否形成了合适厚度的铜锡合金层就构成了虚焊现象的唯一判据。此时若将焊点撕裂,就可发现钎料和基体金属之间相互成犬牙交错状的裂痕,即基体金属上有钎料残留物,钎料上也有基体金属的痕迹。相反,若将虚焊点撕裂时,在基体金属和钎料之间没有任何相互楔入的残留物,而是很清楚的相互分开,好似用浆糊粘住的一样。
上一篇:手工焊接虚焊的预防






