手工焊接技术(2)
点击数:7611 次 录入时间:03-04 11:44:18 整理:http://www.55dianzi.com 经验交流
靠增加接触面积来加快传热
加热时,应该让焊件上需要焊锡浸润的各部分均匀受热,而不是仅仅加热焊件的一部分,更不要采用烙铁对焊件增加压力的办法,以免造成损坏或不易觉察的隐患。有些初学者用烙铁头对焊接面施加压力,企图加快焊接,这是不对的。正确的方法是,要根据焊件的形状选用不同的烙铁头,或者自己修整烙铁头,让烙铁头与焊件形成面的接触而不是点或线的接触。这样,就能大大提高传热效率。 加热要靠焊锡桥 在非流水线作业中,焊接的焊点形状是多种多样的,不大可能不断更换烙铁头。要提高加热的效率,需要有进行热量传递的焊锡桥。所谓焊锡桥,就是靠烙铁头上保留少量焊锡,作为加热时烙铁头与焊件之间传热的桥梁。由于金属熔液的导热效率远远高于空气,使焊件很快就被加热到焊接温度。应该注意,作为焊锡桥的锡量不可保留过多,不仅因为长时间存留在烙铁头上的焊料处于过热状态,实际已经降低了质量,还可能造成焊点之间误连短路。 烙铁撤离有讲究 烙铁的撤离要及时,而且撤离时的角度和方向与焊点的形成有关。如图所示为烙铁不同的撤离方向对焊点锡量的影响。

图5 烙铁撤离方向和焊点锡量的关系 在焊锡凝固之前不能动
切勿使焊件移动或受到振动,特别是用镊子夹住焊件时,一定要等焊锡凝固后再移走镊子,否则极易造成焊点结构疏松或虚焊。 焊锡用量要适中 手工焊接常使用的管状焊锡丝,内部已经装有由松香和活化剂制成的助焊剂。焊锡丝的直径有 0.5 、 0.8 、 1.0 、 … 、 5.0mm 等多种规格,要根据焊点的大小选用。一般,应使焊锡丝的直径略小于焊盘的直径。
如图所示,过量的焊锡不但无必要地消耗了焊锡,而且还增加焊接时间,降低工作速度。更为严重的是,过量的焊锡很容易造成不易觉察的短路故障。焊锡过少也不能形成牢固的结合,同样是不利的。特别是焊接印制板引出导线时,焊锡用量不足,极容易造成导线脱落。

图6 焊点锡量的掌握 焊剂用量要适中 适量的助焊剂对焊接非常有利。过量使用松香焊剂,焊接以后势必需要擦除多余的焊剂,并且延长了加热时间,降低了工作效率。当加热时间不足时,又容易形成“夹渣”的缺陷。焊接开关、接插件的时候,过量的焊剂容易流到触点上,会造成接触不良。合适的焊剂量,应该是松香水仅能浸湿将要形成焊点的部位,不会透过印制板上的通孔流走。对使用松香芯焊丝的焊接来说,基本上不需要再涂助焊剂。目前,印制板生产厂在电路板出厂前大多进行过松香水喷涂处理,无需再加助焊剂。 不要使用烙铁头作为运送焊锡的工具
有人习惯到焊接面上进行焊接,结果造成焊料的氧化。因为烙铁尖的温度一般都在 300 ℃ 以上,焊锡丝中的助焊剂在高温时容易分解失效,焊锡也处于过热的低质量状态。特别应该指出的是,在一些陈旧的书刊中还介绍过用烙铁头运送焊锡的方法,请读者注意鉴别。
第六节 焊点质量及检查
对焊点的质量要求,应该包括电气接触良好、机械结合牢固和美观三个方面。保证焊点质量最重要的一点,就是必须避免虚焊。
1 .虚焊产生的原因及其危害
虚焊主要是由待焊金属表面的氧化物和污垢造成的,它使焊点成为有接触电阻的连接状态,导致电路工作不正常,出现连接时好时坏的不稳定现象,噪声增加而没有规律性,给电路的调试、使用和维护带来重大隐患。此外,也有一部分虚焊点在电路开始工作的一段较长时间内,保持接触尚好,因此不容易发现。但在温度、湿度和振动等环境条件的作用下,接触表面逐步被氧化,接触慢慢地变得不完全起来。虚焊点的接触电阻会引起局部发热,局部温度升高又促使不完全接触的焊点情况进一步恶化,最终甚至使焊点脱落,电路完全不能正常工作。这一过程有时可长达一、二年,其原理可以用“原电池”的概念来解释:当焊点受潮使水汽渗入间隙后,水分子溶解金属氧化物和污垢形成电解液,虚焊点两侧的铜和铅锡焊料相当于原电池的两个电极,铅锡焊料失去电子被氧化,铜材获得电子被还原。在这样的原电池结构中,虚焊点内发生金属损耗性腐蚀,局部温度升高加剧了化学反应,机械振动让其中的间隙不断扩大,直到恶性循环使虚焊点最终形成断路。
据统计数字表明,在电子整机产品的故障中,有将近一半是由于焊接不良引起的。然而,要从一台有成千上万个焊点的电子设备里,找出引起故障的虚焊点来,实在不是容易的事。所以,虚焊是电路可靠性的重大隐患,必须严格避免。进行手工焊接操作的时候,尤其要加以注意。
一般来说,造成虚焊的主要原因是:焊锡质量差;助焊剂的还原性不良或用量不够;被焊接处表面未预先清洁好,镀锡不牢;烙铁头的温度过高或过低,表面有氧化层;焊接时间掌握不好,太长或太短;焊接中焊锡尚未凝固时,焊接元件松动。
2 .对焊点的要求
- 可靠的电气连接
- 足够的机械强度
- 光洁整齐的外观
3 .典型焊点的形成及其外观
在单面和双面(多层)印制电路板上,焊点的形成是有区别的:见图,在单面板上,焊点仅形成在焊接面的焊盘上方;但在双面板或多层板上,熔融的焊料不仅浸润焊盘上方,还由于毛细作用,渗透到金属化孔内,焊点形成的区域包括焊接面的焊盘上方、金属化孔内和元件面上的部分焊盘,如图所示。

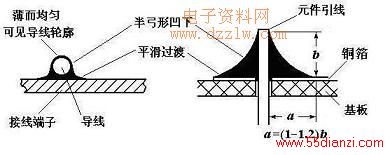
图 7焊点的形成 图 4-10 典型焊点的外观
本文关键字:手工 焊接技术 经验交流,电工技术 - 经验交流






