【摘要】 激光技术的竞争强化了激光焊接技术在汽车制造工业中的应用。新的激光焊接电源和更高的功率使得激光焊接进入了长期以来一直被传统焊接技术所垄断的汽车车身的制造领域,使得激光技术在汽车工业中得到了极为广泛的应用。利用激光混合焊接技术可大大提高冲压件缝隙的连接能力,更加充分地利用激光高速焊接时电弧焊接的工艺稳定性。
目前,激光及其复合焊接技术已在许多工业部门得到应用,而汽车是其中最重要的部门,最典型的例子是车身覆盖件剪裁激光拼焊以及顶盖与侧围的焊接。用激光将不同厚度、材质及性能的几块薄板拼焊起来,再冲压成形。不但提高了材料利用率,由40 % ~60 %提高到70 %~80 % ,而且减轻了重量,提高了综合力学性能。与单一的激光焊接技术相比,激光混合焊接技术具有显著的优点: 更大的熔深、较大缝隙的焊接能力及更好的焊缝韧性,通过焊丝可以影响焊缝组织结构及无焊缝背面下垂现象等。
一、激光焊原理
激光焊采用激光作为焊接热源,机器人作为运动系统。激光热源的特殊优势在于,它有着超乎寻常的加热能力,能把大量的能量集中在很小的作用点上,所以具有能量密度高、加热集中、焊接速度快及焊接变形小等特点,可实现薄板的快速连接。
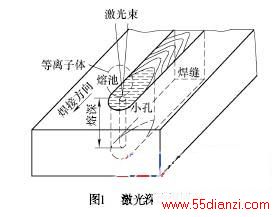
当激光光斑上的功率密度足够大( >106 W/ cm2 )时,金属在激光的照射下迅速加热,其表面温度在极短的时间内升高至沸点,金属发生气化。金属蒸气以一定的速度离开金属熔池的表面,产生一个附加应力反作用于熔化的金属,使其向下凹陷,在激光斑下产生一个小凹坑。随着加热过程的进行,激光可以直接射入坑底,形成一个细长的“小孔”。当金属蒸气的反冲压力与液态金属的表面张力和重力平衡后,小孔不再继续深入。光斑密度很大时,所产生的小孔将贯穿于整个板厚,形成深穿透焊缝。小孔随着光束相对于工件而沿着焊接方向前进。金属在小孔前方熔化,绕过小孔流向后方,重新凝固形成的焊缝如图1 所示。
二、激光焊接设备
激光焊接设备主要由激光器、光导系统、焊接机和控制系统组成如图2 所示。

1. 激光器
用于激光焊接的激光器主要有CO2 气体激光器和YAG 固体激光器两种。激光器最重要的性能是输出功率和光束质量。从这两方向考虑,CO2 激光器比YAG 激光器具有很大优势,是目前深熔焊接主要采用的激光器,生产上应用大多数还处在6 ~15kW 范围。YAG 激光器一般功率小于1kW,用于薄小零件的微连接。近年来,国外在研制和生产大功率YAG 激光器方面取得了突破性的进展,最大功率已达5kW,并已投人市场。由于其波长短,仅为CO2 激光的1/ 10 ,有利于金属表面吸收,可以用光纤传输,简化光导系统。因此,大功率YAG 激光焊接技术在今后一段时间内将获得迅速发展,成为CO2 激光焊接强有力的竞争对手。
2. 光导和聚焦系统
光导聚焦系统由圆偏振镜、扩束镜、反射镜或光纤以及聚焦镜等组成,实现改变光束偏振状态及方向,传输光束和聚焦的功能。这些光学零件的状况对激光焊接质量有极其重要的影响。在大功率激光作用下,光学部件尤其是透镜性能会劣化使透过率下降,产生热透镜效应,表面污染也会增加传输损耗。所以光学部件的质量、维护和工作状态监测对保证焊接质量至关重要。
3. 焊接机器人
由于激光- MIG 复合焊接技术对焊接接头的装配精度要求较低,所以可以不必采用激光钎焊机器人的设计方式,既区别于常规的绞臂式焊接机器人,也无需设计焊缝自动跟踪矫正系统以及激光在线检测系统,这样可以大大降低工装设备的成本投资,降低工装设计的复杂程度。
三、激光焊接方法的特点
激光焊接方法具有如下特点:
( 1) 能量密度高、适合于高速焊接。
( 2) 焊接时间短、材料本身的热变形及热影响区小,尤其适合高熔点、高硬度加工。
( 3) 无电极、工具等的磨损消耗。
( 4) 对环境无污染。
( 5) 可通过光纤实现远距离、普通方法难以达到的部位、多路同时或分时焊接。
( 6) 很容易改变激光输出焦距及焊点位置。
( 7) 很容易搭载到机器人装置上。
激光复合焊接技术具有显著的优点。对于激光复合焊接,优点主要体现在: 无烧穿时焊缝背面下垂的现象,适用范围更广;对于激光- MIG 焊接,优点主要体现在: 较高的焊接速度、熔焊深度大、产生的焊接热少、焊缝的强度高、焊缝宽度小及焊缝凸出小,从而使得整个系统的生产过程稳定性好,设备可用性好及焊缝准备工作量和焊接后焊缝处理工作量小,焊接生产工时短、费用低、生产效率高。
四、激光- 电弧复合热源焊接的主要形式
1. 激光- TIG 复合焊接
激光与TIG 复合焊接的特点是:
( 1) 利用电弧增强激光作用,可用小功率激光器代替大功率激光器焊接金属材料。
( 2) 在焊接薄件时可高速焊接。
( 3) 可增加熔深,改善焊缝成形,获得优质焊接接头。
( 4) 可以缓和母材端面接口精度要求。
例如,当CO2 激光功率为0. 8kW,TIG 电弧的电流为90A ,焊接速度2m/ min 时,可相当5kW 的CO2 激光焊机的焊接能力,5kW 的CO2 激光束与300A 的TIG 电弧复合,焊接速度0. 5 ~5m/ min 时,获得的熔深是单独使用5kW 的CO2 激光束焊接时的1. 3 ~1. 6 倍。
2. 激光- 等离子弧复合焊接
激光等离子复合焊接采用如图3 所示的同轴方式。等离子弧由环状电极产生,激光束从等离子弧的中间穿过,等离子弧主要有两个功能: 一方面为激光焊接提供额外的能量,提高焊接速度,进而提高整个焊接过程的效率;另一方面等离子弧环绕在激光周围,可以产生热处理的效果,延长冷却时间,也就减少了硬化和残余应力的敏感性,改善了焊缝的微观组织性能。

3. 激光- MIG 复合焊接
激光- MIG 复合焊的基本原理如图4 所示。除了电弧向焊接区输入能量外,激光也向焊缝金属输入热量。激光复合焊技术并不是两种焊接方法依次作用,而是两种焊接方法同时作用于焊接区。激光和电弧在不同程度和形式上影响复合焊接的性能。在激光- MIG 复合焊接时,挥发不仅发生在工件的表面,同时也发生在填充焊丝上,使得更多的金属挥发,从而使激光的能量传输更加容易。
MIG 焊的特点在于电源成本低,焊缝桥联性好,电弧稳定性好,易于通过填充金属改善焊缝结构。而激光束焊的特点在于熔深大,焊接速度高,热输入低,焊缝窄,但焊接更厚的材料需要更大功率的焊接激光器。同时激光复合焊接的熔池比MIG 焊的要小,工件变形小,大大减少了焊后纠正焊接变形的工作。激光- MIG 复合焊接,会产生两个独立的熔池,而后面的电弧输入的热量同时起到了焊后回火处理的作用,降低焊缝硬度( 尤其是焊钢) 。由于激光复合焊接的焊接速度非常高,因此可以降低生产时间和生产成本。

4. 双激光束焊接技术
在激光焊接过程中,由于激光功率密度大,使得焊接母材被迅速加热熔化、气化,生成高温金属蒸气。在高功率密度激光的继续作用下,很容易生成等离子体云,不仅减小工件对激光的吸收,而且使焊接过程不稳定。如果在较大的深熔小孔形成后,减小继续照射的激光功率密度,而已经形成的较大深熔小孔对激光的吸收较多,结果激光对金属蒸气的作用减小,等离子体云就能减小或消失。
因而,用一束峰值功率较高的脉冲激光和一束连续激光,或者两束脉冲宽度、重复频率和峰值功率有较大差异的脉冲激光对工件进行复合焊接,在焊接过程中,两束激光共同照射工件,周期地形成较大深熔小孔,然后适时停止一束激光的照射,可使等离子体云很小或消失,改善工件对激光能量的吸收与利用,加大焊接熔深,提高焊接能力,如图5 所示。

五、激光复合焊接技术在汽车车身制造中的应用
上一篇:虚拟汽车冲压线的建立方法与实践






