��Ŀǰ��������̼���ֵ�ģ������̼����ȿɽ��䰴�������н��з��࣬������ϡ����̼�ص㣺�������15����30����������̼�¶�40��60�棬����15����40�������ٱ���40����60�������Ը��ƽ�����֯�������߹���ʹ�����ܵȣ�����ֵ�ģ���������������ϣ�����ͳһ���ϣ��ֱ���ò�ͬ���շ�������ϡ����̼���������ۺϼ�������ָ�꼰������Եؽ������������Ϊ����������Ϊѡ��ϡ����̼���յ����ݣ��Ի�ȡ���������Ч����

(4)ϡ����̼����Ĺ���������������״��ڵ���Ҫ����Ϊ������̼����ߴ羫�ȴ���½����������ǹ�ȥ�ڰ�ɽ���������������ൺ�ڶ����ֳ���ʵ��������880����̼���ٱ��ε�Ч���������������������ʷ�˹�س�������˾����890����̼Ҳ��Ϊ�˼��ٻ��䡣�ڶ��ڽ�����֯���ƣ���ҵһ���Ϊ̼���������Ͳ���������ҪС���������ڿر�ΪС�ڵ��ڶ�����������������Ϊ�ϸ�������Լ��ľ��飬��������ù�������ҵ��ѧ�����ƹ�Ӧ�õ�880��ϡ���ɿ���̼�����ȱ�֤���ֱ��ξ������٣�ͬʱ���ü��������̼��ϡ����̼���ȱ�֤�нϸߵ�������Ҫ��֤��������֯�����ڶ���֮�ڡ�

(5)�������ͷ�������ϡ�������������Դ������á������������880���920���ϡ���벻��ϡ�����жԱ����顣����ϡ��880����̼��Ȼ���³�¯��𣬲�ͬʱ��ȡ���ⶨ������ȼ�����Ӳ�ȣ�Ȼ��ϵ罵����850���¯���920��ϡ����̼�Ĺ��̼�������880����ȫ��ͬ������ͬʱ��ȡ��������ͬ����������Ϊ�״���ú�͡��Ѳ�ͬ����ϡ�����뵽ú���У�����̼�������ü���������������չ��̣�������ⶨ���������Ƴ�ͼ4����̼����ѧ���ߡ���ͼ4��֪��880���ϡ���벻��ϡ�����ٲ��ϴ�5h���㲻��ϡ����ΪO��80mm����¯��ΪO��95mm����ϡ����5hΪ1.0mm����¯����1.2mm���������25�����ҡ�����920�治��ϡ������ȣ���ͼ4����ѧ���߿�֪����������ƺ�����������105kW��ʽ¯���ԣ���880��������920��Լ��20��30min������װ¯���йأ�����920�潵��830��������1h��Ϊ�˴ﵽ���Ƶ���̼��������ߵĹ������ڣ���1.10��1.50mm����ƫ����ʱ880�����ù�������ʱ�䷴�����̣�ƫ����ʱ��������ͬ���ڵ�ɴ�20����25���������������½�������920���ϡ���벻��ϡ����Ƚ϶��ԣ�����ϡ��7h����Ϊ1.4mm����ϡ���ߴ�1.7mm����������������Լ21����
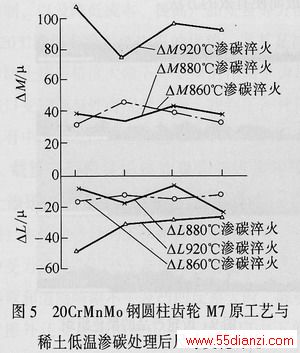
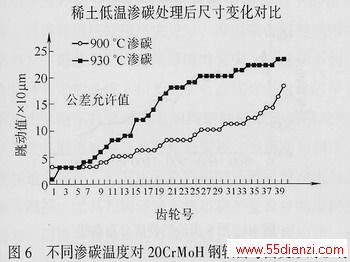
���ڳ��ֱ������⣬��ȥ�����ڰ�ɽ��������������120����������������M7Բ�����ֵı��ν��й��о�����̼�¶ȷֱ����ԭ����920�棬ϡ����̼�¶�880�漰860�棬ÿ��5�����֣���̼�Ⱥ�Բ�ͬ��λ�����˲�����Ȼ��ȡƽ��ֵ������ֳߴ�仯�����������Ҫ���������ױ����빫���߱��Σ���̼���ǰ��ͬ��λ�ߴ粨���仯��ͼ5��ʾ�����е��ڿ�����ֵ��+��M��������ʾ���������߾���С��ֵ��-��L����ʾ����ͼ5�пɼ��ߴ�仯�ľ���ֵ�O��M�O��O��L�O��Ӧ��880�漰860������ߴ�仯������ͬ����ԭ����920����ȣ���������Լ50����Ч��ʮ�����ԡ���������Ҳ���ù����������䳧�ṩ����������ݵı��ν����˲ⶨ���ᾶԼ��60mm����Լ360mm��һ�˴�������һ�˴��ݣ�ԭ����920����̼����νϴ������������ҪУֱ��������Ҫ�ⶨ��Ҫ��װ�������(����Լ10��mm��)��ľ����������������Σ�ǧ�ֱ�����������0.15mmʱ����Уֱ����Ҫ������̼�¶ȶԱ��ε�Ӱ�죬������̼Ϊ920�棬������Ϊ900����̼����̼��ÿ������ѡ��40����ݶ����ȴ����������ν����˼�⣬����¼�¾����������ݣ����������С���в�������ͼ6��ʾͼ�ν��бȽϡ���������0.15mm��Ϊ���α�����ԭ����40���кϸ�18����Լռ47������������900����̼���ϸ�Ľ�2����Լռ5�����ɼ��¶ȶԱ��ε�Ӱ��ܴ�Ҳ����˵������̼�¶��Ǽ��ٱ����������Ĵ�ʩ��
2��Ӧ��ʵ��
����880��900���ϡ��������̼�¶ȼ��ٳ��ֻ����Ӧ��ʵ�����£�
(1)��ɽ������������100��200�����������������������̼�����δ�ȱ�������ԣ�װ�伫Ϊ���Ѷ���Ϊ��ҵ���⡣���ù�������ҵ��ѧ��880��ϡ��������̼�������һ���⣬����⣬��С���δ�50�����ҡ�
(2)����һ�����ͳ�����������С�������ʱ����������������ھ�ʽ¯��920����̼��Ȼ������ʽ¯�����¼��ȣ��ڴ��ѹ����ѹ�㣬�ڹ�������ҵ��ѧ���Ƽ��£�����860��ϡ����̼���ڸĽ�װ�ϵ��ߺ�ʵ������̼��ֱ�㣬ȡ����ѹ�㡣
(3)�ൺ�ڶ����ֳ������а���������ǰ�����ܳɣ�����������̳�����������̼������μ���ѹ�㣬�Ľ��Ҿߺ����ö����ܷ���ʽ¯���ù�������ҵ��ѧ�ṩ��880��ϡ����̼������ʵ����������ֱ�㣬ȡ����ѹ�㡣
(4)һ��������ֳ�������ʽ��̼¯�д���ͬ�������ݻ��ף�920����̼������δ�����ת��ʽ¯�����¼��Ⱥ�ȡ��ѹ�㣬�ڹ�������ҵ��ѧ�����²���900��ϡ����̼��ʵ������̼��ֱ�㣬ȡ����ѹ�㡣
������ʵ��֤���������̼���ֵĻ�����Σ�����Ҫ���õ�����̼�¶ȣ�������Ҫì�ܵ���Ҫ���档������̼���Ƿ��ܴﵽ���ڲ�Ʒ�ijߴ羫�ȱ������漰ì�ܵĴ�Ҫ���ء����̼������ձ���ͬ������������ϸ���ƣ�
һ�Ǹֲĵ�ұ�����������Դ��������ƣ���״��֯������ƣ����Ӽ�����ơ�
���Ƕ�����Ԥ���ȴ������ٴִ����IJ������Ŵ�����������֯�IJ���������ֲ�������״������ȣ�������֯�IJ������ԣ��������֯ת����Ⱥ�ͬ�����־ֲ���Ӧ�����е��±��Σ��ʵ¹����ڹ�˾�ϸ�涨����ë�������ϸ�ִ�е��������ա�
���ǻ��ӹ��ļӹ�Ӧ���IJ�����������
���Ǵ��Һ��ȴ���Լ���ȴ�ľ����Եȡ�
�ɴ˿ɼ�������ֱ�����һ��ϵͳ���̣�����Ҫì�����ڲ������ȴ������������Dz��ɷ��ϵ���ʵ��Ӧ�����ʵ����Դ����ҳ�������Խ����
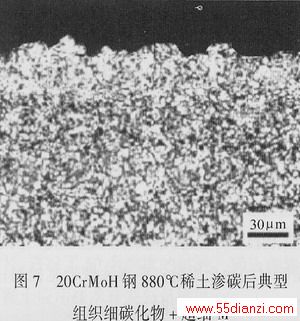
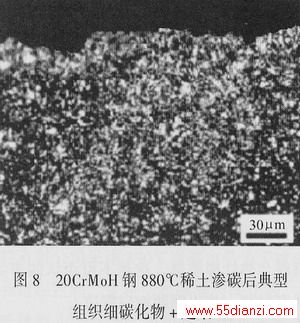
���ڽ�����֯���ƣ����������Ƽ�����̼�¶�Ϊ880�棬�볣�湤��920��930_����ȣ�������֯��������ơ���Ϊ�¶ȵͰ����徧�����׳���ʹ����������������ϡ��Ϊ���ĵ�̼����䳤���ٶȺ�С��Ҳ���׳�Ϊ����������̼�����ǰ����������ַ���ϡ�������ã���������㹻�ߵ�̼�ƣ�ʹ֮��Ϊ̼����ĺ��ģ�������������ϸС��ɢ��̼�����ʹ������ת��Ϊ��ϸ�����弰���������壬�Ӷ���ø�Ӳ������ĥ�ԡ��ߵij��������Ͷȼ��ߵ�����ƣ����Ӵ�ƣ��ǿ�ȡ����͵Ľ�����֯��ͼ1��ͼ2��ͼ7��ͼ8����̼�ƿ��Ʋ���Ҳ����û��̼������֣������̼��������弰�����������Ϊ3��4����֯������̼�������DZ�����ҵ��������Ƶ��豸��������ö�μ���̨��̼�ƿ��ƣ������յ����õĽ����
����Ҫ�����ɫ��֯�����Ӳ�ȵ��µ����⡣������֪��̼��������һ�־��кܶ��ŵ�Ĺ��գ���Ϊ�����صĺ�ɫ��֯��û�б��㷺ʹ�á���ʵ��̼Ҳ���ں�ɫ��֯�����⣬���ں�ɫ��֯�����з���������֯���Ӷ�ʹ����Ӳ�ȴ���½���ʹ��̼��Ӳ�ȷֲ������ձ���ڵ�ͷ�����³�������ĥ�������Ǵ��ڶ�������⡣






