激光焊接是金刚石工具领域的重要创新发展方向。本文针对薄壁金刚石钻头规格多、精度要求高以及可焊性差等特点,研制开发了薄壁金刚石工程钻头激光自动焊接系统;此系统由激光器、光路系统、钻头焊接机床和控制系统组成;采用稳定三折激光腔技术、三工位分时导光系统、三爪自定心卡盘、Festo 机械手和西门子PLC ,解决了高激光光束质量、钻头基体装夹与定位、刀头传送、刀头抓取与定位、自动控制系统等关键技术。
引言
薄壁金刚石钻头是一种新型的钻孔工具,具有钻孔尺寸精确、速度快、工作噪音低、对材料周边无损坏、不需后续工序以及易于清理等特点 ,广泛用于建筑工程、桥梁道路及水电工程等的各种石材和钢筋、混凝土的钻孔,市场需求潜力巨大。
薄壁金刚石钻头由圆钢筒基体和粉末冶金金刚石刀头组成,如图l所示。与传统制造工艺相比采用激光焊接的金刚石钻头,焊接强度高,热影响区小,产品精度高,具有较高的剪切强度和高温强度,使用时能承受高温和较大的冲击,即使干切条件下也不易出现刀头脱落情况,大大延长钻头的使用寿命。美、德、意、日等国自20世纪80年代就开始了对金刚石工具的撒光焊接研究。主要的金刚石工具激光焊接设备生产厂家有:德国Dr. Fritsch 公司,意大利SINTRIS 公司、ARGA公司,韩国DIEX 公司、DIM - NET 公司,美国Western Saw 公司以及日本等国家的一些公司。其中较为典型的设备是德国Dr. Fritsch 公司推出的BSM220 型全自动金刚石钻头激光焊接机和韩国DIEX公司推出的CLWBlO型金刚石钻头激光焊接机。

国内于90年代初期开始跟踪金刚石工具激光焊接技术。目前国内具有一定规模的金刚石工具厂家约100家,近几年用于金刚石工具激光焊接及配套设备的进口花费上千万美元。进口设备价格昂贵,配件、消起品供应不及时,维护、维修复杂。大部分急需性价比高、运行戚本低的适合中国国情的激光焊接设备。
金刚石钻头激光焊接设备由激光器和焊接机床组成。基本上有两种类型,一种是全自动激光焊接机,这类焊接机的特点是自动化程度高,钻头基体手动上料与卸载,气动夹紧;金刚石刀头用直槽装置输送,气功机械手自动夹持、定位与固定;焊接参数可预先设定与程序控制;设备故障可自动诊断与显示。另一种是半自动与人工控制激光焊接机,这类焊接机特点是造价低,采用人工放置基体与刀头,电磁夹紧或机械夹具夹紧,可以两工位或三工位分别进行焊接,生产效率不低于甚至有时还高于自动化焊机,焊接时激光束固定,工作台旋转一周即可完成焊接,要求工人熟练程度高,国产金刚石钻头激光焊接机大都属于这种类型。本文针对薄壁金刚石工程钻头的结构和激光焊接工艺特点,研制开发了薄壁金刚石工程钻头激光自动焊接系统;解决了高激光光束质量、钻头基体装夹与定位、刀头传送、刀头抓取与定位、自动控制系统等关键技术。
1 薄壁金刚石工程钻头结构及其激光焊接工艺特点
钻头基体一般采用经过调质处理的45#、20# 或40Cr 铜管。金刚石刀头白粉末冶金方法制造,均匀焊接在基体端部,每个刀头的出刃一致,如图2所示。
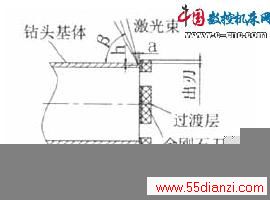
激光焊接主要利用的是激光深熔焊接的"小孔效应"现象。如图2 所示,光束质量、焦点位置、激光焊接速度等对钻头激光焊接质量有重要影响。由于刀头比基体厚,为了获得最佳的角焊缝效果,研究结果表明:激光入射角约为6°~15° ,焊接线速度为0.5 ~1. 5 m/min,焦点垂直位置在被焊材料表面军方,约为被焊材料的30% ,焦点水平向基体偏移约0~0.1 mm ,且偏移量的变动应控制在±0.05 mm内。单面熔透焊接为了减小热影响区宽度,保证焊接强度,需要合适的焊接激光功率和高质量的激光光束,一般要求功率为1000~1500W ,光束质量为准基模或01模。
基于以上这些特点,激光焊接系统的重点在于:高质量的激光光束、钻头基体轴向、径向定位精度;刀头定位与装夹精度;基体的旋转精度;钻头大转速范围的平稳旋转等。
上一篇:薄壁件车削的新型夹具






