引言
随着汽车在中国竞争的白日化,降低制造成本和快速适应市场的变化成为汽车制造商在竟争中脱颖而出的制胜法宝。
众所周知,冲压、白车身、总装和喷涂是现代汽车制造生产中重要的四大工艺。然而汽车的车身,车架,车厢,都需要经过冲压才能形成。所以冲压的制造工艺水平,制造质量,直接影响汽车制造质量及制造成本。目前我国轿车车身冲压生产线整体水平较低,传统冲压线的设计和调试还局限于对物理冲压机和整线进行目测估计和手动调节,这种方法不仅浪费资源,精确度不高,而且也延长了整线设计的时间,不能满足现代市场对产品的开发时间较短的要求。采用虚拟制造技术,在计算机虚拟环境下对轿车车身冲压线进行研究,对提高轿车冲压设计方法有着十分重要的意义。
1、系统的建立
为了提供一个供设计工程师和现场安装工程师共同参与的直观、高效的设计平台,可利用CIATIA V5建立一个与实际环境相匹配的虚拟平台来满足要求。我们可称这个系统平台为虚拟冲压线。
1.1系统建立的目的
为了解决传统冲压线中的端拾器设计效率低下并优化冲压线的目的,我们可以在CATIA V5的环境下,建立冲压线的虚拟环境,通过自动装配技术、仿真技术来达到这些目的。
1. 2系统建立的流程
虚拟冲压线系统的建立流程如图1所示。

图1
虚拟冲压线系统的建立流程主要可以分成三个阶段,第一阶段为分析建模阶段,主要是建立部件的三维模型的和一些标准件的零件库;第二阶段为端拾器的设计阶段;第三阶段为整线的虚拟装配和仿真检验、优化阶段。
2、系统的分析建模阶段
这个阶段的主要任务是确定冲压生产线零件组成,其次对这些零部件进行三维建模。
2.1冲压线的组成
众所周知,一条流水线是由众多部件组成的。从功能和系统的角度出发,对轿车冲压线进行研究人们可以发现,冲压线是由拆跺机,清洗机,对中台,压机,翻转机构、穿梭小车,皮带机组成的,然而在不同部件之间加工工件的运输;是由机械手来完成的,结构如图2所示。
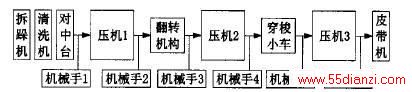
图2
然而机械手是由机械手臂和端拾器组成。端拾器是由快速夹紧器、主杆、副杆、支撑杆、吸盘等多种标准件组合而成,并安装在机械手臂上的。
2. 2系统的三维建模
通过对压机线的分析后,可以得出对三维建模部分要分成两大部分。第一部分为,建立拆跺机,清洗机,对中台,压机,翻转机构、穿梭小车,皮带机等这些部件的三维模型;第二部分为建立组成端拾器标准零件库,方便端拾器的自动化设计。
2. 2. 1部件的三维建模
利用CATIA V5三维平台的基于实体特征的建模方法,首先通过草图设计,确定实体的平面图形,再利用零件设计模块所提供的各种功能建立冲压生产线零件的三维实体,这种建模的关键是建立零件特征数据,并对一些零件的机械机构进行简化。随后在CATIAV5的装配设计(Assembly Design)环境下,根据零部件的装配约束关系,对这些部件进行虚拟装配。
在部件虚拟装配中,考虑到以后整线的装配和整线的仿真,有以下两点要注意的:一是将小部件进行装配形成子装配,然后将不多的子装配体进行约束装配来达到装配整条压机线的目的。这样不仅可以使装配比较简单,而且对某些子装配可以重复利用。二是进行子装配体时,要考虑后面的运动仿真,因为需要做运动仿真的子部件必需是只与其根装配体具有一层装配关系的零部件(part)或者是装配体(product )。因此对于整条压机线的运动仿真和压机装模检验的运动仿真对同一部件可采用不同的装配体。最后经过虚拟装配完成压机,穿梭小车,翻转机构,机械手,拆剁机,清洗台,对中台等子装配体。图3显示了部件穿梭小车,压机,与翻转机构的三维模型。

图3
2.2.2端拾器(Tooling)的标准件的建模
随着工业的发展,标准化的产品越来越多。这样不仅可以减少制造的成本,也可以提高制造的效率。在端拾器中就大量运用到吸盘、主杆、副杆等标准件。但是这些标准件的主体结构都相似,而规格大小不一,而且规格众多。为了加快建模速度和效率,简化标准件的建模过程。CATIA V5提供了参数化建模的功能。
通过对部件和标准件的三维建模,使我们具有端拾器设计的环境平台和整线仿真的基础。
3、端拾器(Tooling)的设计阶段
因为CATIA V5只提供在其环境下的,通过约束关系的三维手动装配。所以对端拾器设计者提出了较高的要求。并且通过手动装配设计效率低,而且经常重复劳动〕所以,可以考虑对CATIA V5实行二次开发,实现设计过程程序智能化,即吸盘、主杆、副杆等标准件的自动装配化过程。
3.1 CATIA V5的二次开发方式的选择
通过对CATIA V5的开放接口的研究发现,CAT-IA进行二次开发方式主要有两种,一种是CAA V5技术,另一种是CATIA V5 Automation技术。
CAA ( Component Application Architecture ) V5产品包括BADE(Rapid Application Development Environ-ment )和CAA CATIA V5 API等。RADE是一个可视化的集成开发环境,它提供完整的编程工具组。RADE以Visual C+十6. 0为载体,开发工具完全集成在了VC++环境中,并且提供了一个CAA框架程序编译器,但同时也限制了VC ++的部分功能。
Automation技术是建立在COM基础之上,Automa-tion的核心技术是允许一个应用程序操作另一个应用程序。Automation技术并不是直接获取及处理数据,而是间接地通过暴露的对象和属性,利用对象的方法和属性获取、设置及处理数据。Automation技术包括两个方面:server和cliento Automation server是一个实现了IDispatch接口的COM组件,而Automation client是一个通过IDispatch接口与自动化服务器进行通信的COM客户。如把CATIA看成一个server,用户在Visu-al Basic环境下编写的程序则是client。
使用 CATIA V5 Automation进行二次开发是基于Visual Basic集成开发环境,Visual Basic提供了良好的用户交互界面,易学易用。而且CATIA提供宏的录制功能,在CATIA环境中进行的操作很大一部分可以通过录宏来获取VBScript脚本代码。这些脚本代码用户只须进行一定的修改就可以运用到VB里,这就大大提高了开发的速度。而有些操作通过录宏是无法获取代码的,就是需要用户根据CATIA提供的接口编程实现。然而与CATIA V5 Automation相比,CAA能实现更强大的功能,但学习难度也大得多。
结合我们系统只需要实现自动装配化功能,所以使用CATIA V5 Automation进行二次开发完全满足要求。
3. 2设计流程
设计流程如图4所示。
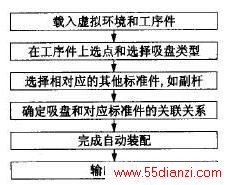
图4
众所周知,端拾器(Tooling)是汽车冲压过程中将工序件从上一个工位移动到下一个工位的装配件。所以随着加工工序件的不同,端拾器在工序件上抓取的点和其自身的结构也随之变化。所以必须提取出一般的流程,并加以程序化。
首先,载人虚拟环境和工序件。即把压机,模具,工序件按照其对应的关系装配好,并载人CATIA V5的环境中。第二步,由设计工程师和装配工程师一起根据工序件的特点,选择工序件的抓取点,并选择其对应的吸盘。第三步,选择在端拾器中所需要用到的标准件的型号,例如主杆、副杆、转向关节等。第四步,确定吸盘与一些标准件的关联关系,即每个吸盘和哪些标准件装配在一起。第五步,根据所确立的关联关系,由计算机后台自动计算,把这些标准件装配好,在CATIAV5中以三维的形式显示。最后,工程师满意后则输出对应的组成清单和示意图。
3. 3自动装配的关键技术
3. 3. 1基础坐标系的建立
由图5产品树可知:编号为78-28D-3548-D产品是由一系列部件所装配而成的,如压机L13 DP1301、机械手和工序件OP20_ before等。然而产品和每个这样的部件都有自己的坐标系。我们将产品78-38 D-3548-L自己的坐标系命名为参考坐标系,因为是产品78-38D-3548-L一个装配件,如果要在参考坐标系下生成一点,在装配件里是无法实现的。所以我们生成一个名为" Standard”的Part文件,它的坐标系与参考坐标系相重合,认为是基础坐标系。在“Standard”里生成的点就相当于在参考坐标系下的点。
下面代码获取某一部件坐标系与上一级坐标系的位置关系。
Dim oAxisComponentsArray(0 1'0 11)As Variant
Set EnginePositionObject二product2. Position
EnginePositionObject. GetComponents二oAxisCom-ponentsArray
其中oAxisComponentsArray( 0)一oAxisComponent-sArray ( 8)构成一个3x3的坐标变换矩阵。oAxisCom-ponentsArray ( 9)一oAxisComponentsArray是当前坐标系原点在上一级坐标系的坐标。
本文关键字:汽车 汽车电工,应用领域 - 汽车电工
上一篇:汽车传动系统齿轮制造的新工艺






