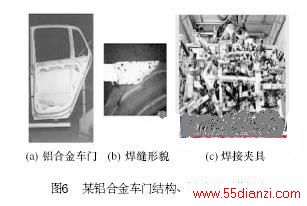
国内关于激光- 电弧复合热源焊接实际应用的报道较少,国外尤其是德国对此项技术的研究较深入。激光- 电弧复合焊接广泛应用于汽车工业。以德国大众Phaeton的车门焊接为例( 见图6):为了在保证强度的同时又减轻车门的重量,大众公司采用冲压、铸件和挤压成形的铝件。车门的焊缝总长4980mm,现工艺是7 条MIG 焊缝( 总长380mm) ,11 条激光焊缝( 总长1030mm) ,48条激光- MIG 复合焊缝( 总长3570mm) 。
激光复合焊同样用于新型奥迪A8 汽车的生产。在A8 侧顶梁上有各种规格和形式的接头,就是采用激光-MIG 复合焊工艺,焊缝共计4.5m 长。激光复合焊另一特点就是具有很宽的焊速调整范围。例如,复合焊在焊接Phaeton 车门对接接头时,焊接速度1.2 ~4.8m/ min 都是可行的。通常焊丝送丝速度为4 ~9m/ min,激光功率为2 ~4kW。最优化的焊速是4.2m/ min,送丝速度6.5m/ min,激光功率2.9kW。
MIG- 激光复合焊接最大焊接速度可达9m/ min。近年来,随着车辆运输设备向轻量化发展,汽车车身结构由空间框架向铝复合车体开始发展。随着大断面铝型材的生产和焊接技术的不断进步,铝合金在汽车中的应用也不断增加。目前,汽车铝车身主要采用激光焊接工艺,由于光束直径很细,要求坡口装配间隙小于0.5mm,跟踪精度很高,一开始尚未形成熔池时热效率很低。另外,还存在着设备成本高、工件准备工序要求严格等问题,这些问题可以通过激光- 电弧复合焊接解决。由于电弧焊的复合,熔池宽度增加,使得装配要求降低,焊缝跟踪容易。由于电弧可以解决初始熔化问题,使铝合金对激光的反射减少,提高了激光的吸收率,从而可以大大降低激光器的输出功率,减少使用激光器的功率。同时电弧焊的气流也可以解决激光焊金属蒸气的屏蔽问题,从而避免表面凹陷形成的咬肉,而激光焊的深熔和快速、高效、低热输入特点仍保持。
德国大众汽车工程公司的T . GRAF 等人自主开发了用于汽车车身制造的激光- MIG 复合焊接机头。该机头安装在弧焊机器人手臂上,几何尺寸小,适合任何空间位置焊接,在各方向上的调节精度达到0.1mm。
激光复合焊接技术由激光与其他热源的相互作用,焊接速度提高了,焊接周期缩短了,而且达到同样焊接目的所需的激光功率降低,这些都能使焊接成本大大降低。另外,这种方法能够改善像铝合金、异种材料等的焊接性。因此,激光复合焊接技术无论从工艺角度,还是从经济角度来看都具有广阔的发展和应用前景。
六、结语
激光复合焊将两种焊接方法结合起来,它采用了两者各自的优点,获得了最佳的焊接效果,更高的焊接速度与良好的焊缝搭桥能力。它是目前最先进的焊接方法之一,实现了高焊接速度与良好焊接质量的完美结合。激光复合焊技术是汽车工业中一种全新的焊接技术,尤其是对于激光束焊无法实现或在经济上不可行的装配间隙要求。它具有宽广的应用范围和高效的特性,同时减少投资成本、缩短生产时间、节约生产成本和提高生产率,具有更强的竞争力。
上一篇:虚拟汽车冲压线的建立方法与实践






