第3章 应用设计及功能实现
3.1触摸屏与PLC实现人机对话的设计
要想实现触摸屏与PLC的人机交流,必须却保PLC与触摸屏的正常通讯,同时触摸屏上画面的各种元件必须一一对应PLC上的各种软元件。
3.1.1 FBS系列PLC与永宏FV系列触摸屏的连接说明
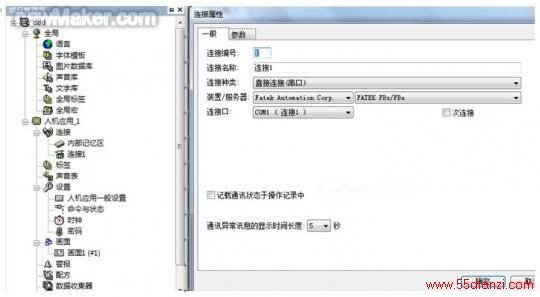
图3.1 永宏触摸屏软件触控大师设置图
FV系列触摸屏的画面编辑软件为《触控大师》,上图3.1 是永宏触摸屏与FBS系列PLC通讯时画面编辑软件《触控大师》上的设置。图3.2是FV系列触摸屏与FBS系列PLC通讯的详细接线图,用RS232通讯协议实现通讯。
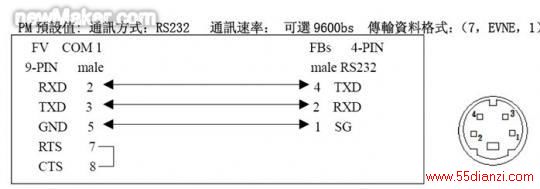
图3.2 触摸屏与FBS主机的RS232通讯接线图
3.2温度控制的实现
本工程要求温度控制在一定的精度范围,用触摸屏输入设定温度值,同时通过触摸屏画面监控温度值。
3.2.1PLC温控模块FBS-TC6的接线图
温控模块的作用是把热电偶感知的温度信号转变为数字量信号送给PLC的装置,温度的精度与模块的分辨率有关,分辨率越高精度就越高。下图是FBS-TC6的接线图。
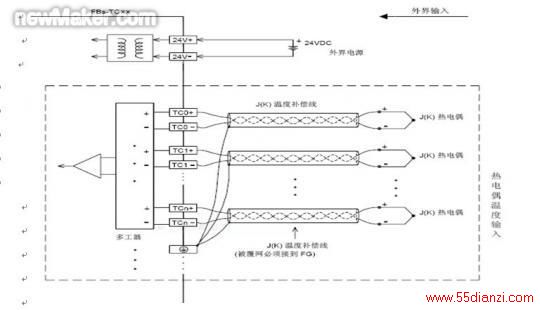
图3.3 PLC温控模块FBS-TC6的接线图
3.2.3触摸屏温控画面
图3.4是触摸屏的温控画面。图中《设定值》用来设定所需温度值,《感测值》用来显示FBS-TC6所检测到的温度值,《手动加热》是用来选择加热的开关。

图3.6触摸屏温控画面
上图中《感测值》用来显示FBS-TC6所检测到的温度值,也就是FBS-TC6测量现场所得到的测量值经过转换得来的,之所以要经过转换,是因为FBS-TC6测量现场所得到的测量值是一个工程值,要想显示实际的℃温度,就必须转换。该处需要注意一个问题,触摸屏里面的小数点只是个假象,参与程序运算的实际上是个整数,比如触摸屏设值33.3,那么在PLC中参与运算的则是333.
3.2.4PLC温控程序的思路
目前来讲PLC控制温度最为科学的方法应当是PID控制法。PID 控制器的参数整定是控制系统设计的核心内容。它是根据被控过程的特性确定PID控制器的比例系数、积分时间和微分时间的大小。PID 控制器参数整定的方法很多,概括起来有两大类:一是理论计算整定法。它主要是依据系统的数学模型,经过理论计算确定控制器参数。这种方法所得到的计算数据未必可以直接用,还必须通过工程实际进行调整和修改。二是工程整定方法,它主要依赖工程经验,直接在控制系统的试验中进行,且方法简单、易于掌握,在工程实际中被广泛采用。
PID 控制器参数的工程整定方法,主要有临界比例法、反应曲线法和衰减法。三种方法各有其特点,其共同点都是通过试验,然后按照工程经验公式对控制器参数进行整定。但无论采用哪一种方法所得到的控制器参数,都需要在实际运行中进行最后调整与完善。现在一般采用的是临界比例法。利用该方法进行PID 控制器参数的整定步骤如下:
(1)首先预选择一个足够短的采样周期让系统工作;
(2)仅加入比例控制环节,直到系统对输入的阶跃响应出现临界振荡,记下这时的比例放大系数和临界振荡周期;
(3)在一定的控制度下通过公式计算得到PID 控制器的参数
PID温控系统常见的一些问题和对策:
1.加温很迅速就达到目标值,但温度过冲很大
分析:
A.比例系数过大,致使在未达到设定温度前加温比例过高。
B.微分系数过小,致使对对象反应不敏感。
对策:减小比例系数或增加微分系数。
2.加温经常达不到目标值,小于目标值的时间较多。
分析:
A.比例系数过小,加温比例不够。
B.积分系数过小,对恒偏差补偿不足。
对策:增加比例系数或增加积分系数。
3.基本上在控制目标上,但上下偏差偏大,经常波动。
分析:
A.积分系数过小,对即时变化反应不够快,反映措施不力。
B.积分系数过大,使微分反应被淹没钝化。
C.设定的基本定时周期过短,加热没有来得及传到测温点。
对策:改变积分系数,调整基本定时周期。
4. 受工作环境影响较大,在稍有变动时就会引取温度的波动。
分析:
A.积分系数过小,对即时变化反应不够快,反映措施不力。
B.设定的基本定时周期过长,不能及时得到修正。
对策:改变微分系数,调整基本定时周期。
3.3马达调速的实现
触摸屏,PLC,变频器实现马达的调速,有以下几点:1,通过触摸屏输入马达速度的设定值和显示马达的当前速度。2,用PLC的模拟量输出模块FBS-4DA输出0-10V的电压控制变频器的输出频率。3,由变频器驱动马达运转及停止。
3.3.1PLC模拟量输出模块FBS-4DA的接线图
模拟量输出模块的作用是将PLC给出的数字量转换为模拟量信号并输出电压或电流的装置,下图是永宏电机FBS-4DA模拟量输出模块的接线图。O0+和O0-端子输出的0-10V电压连接到变频器的0-10V模拟量输入端子上,来控制变频器速度。
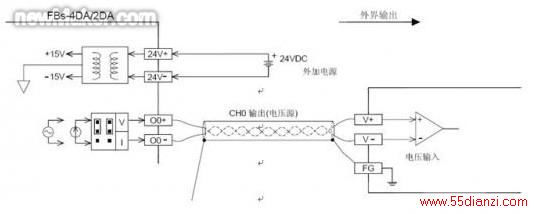
图3.7 FBS-4DA模拟量输出模块接线图
3.3.3 触摸屏速度控制画面
下图是触摸屏的速度控制画面,主要用来控制各马达的速度。OFF 这牌按钮是用来启停相对应得马达的开关。A处的按钮用来设定和显示马达频率设定值。B处显示马达当前运行的频率。 《加速》和《减速》按钮分别用来在运行时对马达频率进行微调。
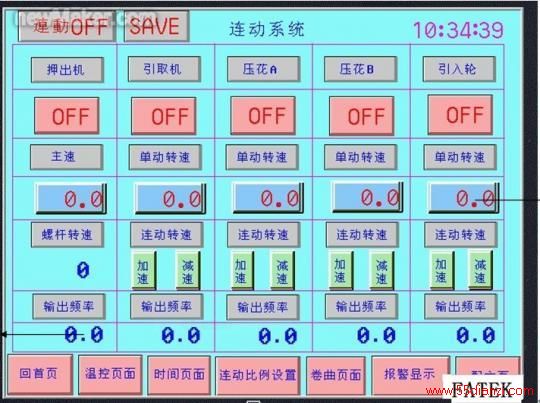
图3.9触摸屏的速度控制画面
《马达频率设定值》是触摸屏对PLC主机给出的现场所需的马达频率,为一个现在值,需要根据实际情况通过PLC主机程序运算得到一个0-250的工程值,把这个工程值赋予FBC-4DA模块,再由FBS-4DA模块转换为模拟量电压或电流来控制变频器。在这里同样要注意触摸屏的小数点问题。
3.3.4 变频器的接线及设置
变频器接线示意图:

图3. 10 变频器拖动负载示意图
变频器的设置
不同品牌的变频器参数设置方法各不相同,但万变不离其中,主要有以下几个方面:
1. 设定频率指令来源,本工程应设定为主频率输入由模拟信号DC 0- +10V 控制(AVI)。
2. 运转指令来源,本工程设定为运转指令由外部端子控制。
3. 马达停机方式,本工程设定为自由停车。
4. 最高操作频率,本工程设定为100HZ。
5. 最高输出电压,本工程设定为220V。
另外一些比如加减速时间,禁止反转等功能也需要根据实际情况进行设定。
结论
PLC,触摸屏及变频器的自动控制综合应用技术提高了工业生产产品的品质和生产设备的效率,解决了传统控制系统操作复杂,新产品生产周期长等问题,有利于人员培训及提高企业市场竞争力。本文结合现实生产中的实际情况,完成了对塑胶吹膜机的改造,应用PLC,触摸屏及变频器的综合控制技术完成了温度,速度的控制,提高了电气控制的可靠性,缩短了维修时间,减少了维修的工作量,降低了设备零部件的损坏率。因此该技术可以在现代工业中应当得到广泛的应用,具有广阔的发展前景。
参考文献
[1] 永宏可编程控制器使用手册 永宏电机股份有限公司 2010
本文关键字:变频器 触摸屏 PLC改造,plc技术 - PLC改造






