гУЛЊжаЂёаЭЪ§ПиЯЕЭГЖдC6132ГЕДВНјааЪ§ПиИФ
гУЛЊжаЂёаЭЪ§ПиЯЕЭГЖдC6132ГЕДВНјааЪ§ПиИФ
ЕуЛїЪ§ЃК7914 ДЮ ТМШыЪБМфЃК03-04 11:47:25 ећРэЃКhttp://www.55dianzi.com PLCИФдь
ЮваЃгУ3ЭђдЊзѓгвЕФзЪН№ГЩЙІЕиИФдьСЫвЛЬЈЪ§ПиГЕДВЃЌЗНЗЈМђБуЃЌВЛашвЊзЈМвжИЕМЃЌвЛАуЦѓвЕЛђбЇаЃЕФЙЄГЇЖМгаФмСІНјааИФдьЁЃЯТУцзїМђЕЅНщЩмЁЃ 1 ЛњаЕВПЗжЕФИФдь
АбC6132ЦеЭЈГЕДВИФГЩЪ§ПиГЕДВЕФжївЊИФдьВПЮЛЃКжїЕчЖЏЛњКЭЫЎБУЕчЖЏЛњФмЗжБ№ЭЈЙ§M03ЁЂM04ЁЂM05ЁЂвѕЕЖЁЂM09ЕШжИСюРДНјааПижЦЃЛАбдРДЕФЪжЖЏНјИјИФГЩЮЂЛњПижЦЃЌЪЕЯжЖўжсСЊЖЏЃЛЮЊЪЕЯжТнЮЦГЕЯїдкжїжсКѓЖЫМгвЛЙтЕчБрТыЦїЁЃ ЛњаЕВПЗжЕФИФдьЃЌдкдЛњДВЕФЛљДЁЩЯЃЌШЅЕєЙвТжЯф(БЃСєШ§аЧГнТж)ЁЂНјИјЯфЁЂСяАхЯфЁЂЕЖМмВПЗжЃЌБЃСєДѓЭЯАхЁЂжаЭЯАхЁЃ 
(a)ИФдьЧАЕФШ§аЧГнТж
(b)АВзАСЫЙтЕчБрТыЦїКѓЕФШ§аЧГнТж
1.НЛЛЛГнТж 2.ЖўаЧГнТж 3.жїжс 4.ЙтЕчБрТыЦї
ЭМ1 ЙтЕчБрТыЦїЕФАВзА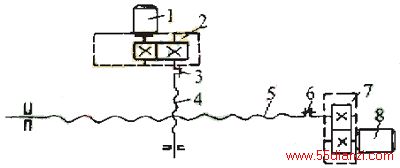
1.XжсВННјЕчЖЏЛњ 2.J7аЭВННјЕчЖЏЛњМѕЫйЦїНгШе 3.XжсСЊжсЦї 4.XжсЙіжщЫПИм 5.ZжсЙіжщЫПИм 6.ZжсСЊжсЦї 7.J6аЭВННјЕчЖЏЛњМѕЫйЦїНгПк 8.ZжсВННјЕчЖЏЛњ
ЭМ2 ИФдьКѓНјИјНсЙЙЪОвтЭМ
- ЙтЕчБрТыЦїЕФАВзАРћгУЙвТжЯфжаЕФШ§аЧГнТжЃЌевЕНгыжїжсДЋЖЏБШЮЊ1:1ЕФДЋЖЏГнТжЃЌВЩгУЭЌаФЬзЭЈЙ§вЛИіЙЬЖЈжЇМмгыЙтЕчБрТыЦїЯрСЊЃЌНсЙЙЪОвтЭМШчЭМ1ЫљЪОЁЃ
- знЁЂКсЯђЫПИмЕФИФдьШЅЕєЛњДВЕФНјИјДЋЖЏЯЕЭГЃЌАВзАЩЯЙіжщЫПИмЁЂМѕЫйЦїНгПкЁЂВННјЕчЖЏЛњЁЃXжсДЋЖЏБШЮЊ5:3, ZжсЕФДЋЖЏБШЮЊ1:1ЁЃетРраЁаЭЛњДВдкжаМфЩшжУвЛМЖДЋЖЏНсЙЙЕФФПЕФЪЧЬсИпЫХЗўЕчЖЏЛњЕФЪЙгУЪйУќЁЃЖдгкЫВЪБадЕФПьЫйЦ№ЁЂЭЃЦ№ЕНвЛЖЈЕФЛКГхзїгУЁЃИФдьКѓЛњДВЕФДЋЖЏНјИјЪОвтЭМШчЭМ2ЫљЪОЁЃ
2 ЕчПиВПЗжЕФИФдь
ЛЊжаЂёаЭЪ§ПиЯЕЭГПЊЗХадКУЃЌЫљвдИФдьЗЧГЃМђЕЅЁЃОпЬхЗНЗЈЮЊШЋВПВ№Г§дГЕДВЕФЕчПиЯпТЗЁЃЖдЕЅЫйЕчЖЏЛњЃЌжБНгДгЪ§ПиЯЕЭГЕФЕчПиЙёжаГіЯпгыжїжсЕчЖЏЛњЕФU2ЁЂ V2ЁЂW2КЭРфШДБУЕчЖЏЛњЕФU6ЁЂV6ЁЂW6СЌНгЁЃЖдгкЫЋЫйЕчЖЏЛњЃЌГ§СЫжБНгСЌЯпвдЭтЛЙгІЖдЕчПиЙёКЭЯЕЭГШэМўжаЕФФкжУPLCЯЕЭГГЬађSTEP.DATНјааЯргІЕФаоИФЁЃ 3 ЮЂЛњЯЕЭГПижЦВПЗжЕФЩшжУ
ЖдгквЛАуГЕДВЕФИФдьжЛаыЖдвдЯТСНВПЗжЯЕЭГХфжУНјааВЮЪ§ЩшжУОЭПЩвдСЫЁЃвЛЪЧжсВЮЪ§ЃЌЖўЪЧФкжУPLCЕФБрТыЁЃ дкЛЊжаЂёаЭЪ§ПиЯЕЭГШэМўжаЪфШые§ШЗЕФПкСювдКѓОЭПЩвдЖджсВЮЪ§НјааЩшжУСЫЁЃВЛЭЌЕФгУЛЇдкИФдьГЕДВЪБВННјЕчЖЏЛњгыЫПИмжЎМфбЁдёЕФДЋЖЏБШЪЧВЛЭЌЕФЃЌЭЌЪБЫПИмЕФТнОрвВВЛЭЌЃЌЫљвдЮЊСЫЪЪгУВЛЭЌЕФДЋЖЏБШЃЌЛЊжаЂёаЭЪ§ПиЯЕЭГПЊЗЂСЫвЛИігагУЕФЙЄОпЃЌЭЈЙ§ЩшжУвЛЖдЕчзгГнТжЕФБШжЕРДЖдЪЕМЪЕФДЋЖЏБШНјааЕїећЁЃЯТУцвдЮваЃЪ§ПиИФдьЕФГЕДВЮЊР§НјааЫЕУїЁЃ ЮвУЧЖдXжсбЁгУЕФВННјЕчЖЏЛњЕФВНОрНЧІШ=0.9ЁуЁЃЃЌВННјЕчЖЏЛњгыЫПИмжЎМфЕФДЋЖЏБШI=3/5ЃЌЫПИмЕФТнОрP=4mmЃЌвђДЫЃЌЕчЖЏЛњУПзЊТіГхЪ§ПЩЩшжУЮЊ360/0.9=400ЃЌдђТіГхЕБСПЮЊQ=(ІШ/360)PI=3/500ЁЃ ЯжЩшЕчзгГнТжБШЮЊДѓЃЌБрГЬЪБвЊдкXЗНЯђвЦЖЏ10mmЕФОрРыЃЌвдГЕДВОЋЖШЮЊ0.01mmМЦЫуЃЌдђЯЕЭГвЊдкXжсЗНЯђЗЂЫЭ10000ИіТіГхЁЃвВОЭЪЧЫЕЯЕЭГдкxЗНЯђЗЂ1000ИіТіГхвдКѓЃЌXЗНЯђгІвЦЖЏ10mmЕФОрРыЃЌдђгаЯТУцЕФМЦЫуЪНГЩСЂЃК 10=1000QIi=1000ЁС(3/500)Ii дђIi=5/3 ZжсПЩвдИљОнвдЩЯЕФЗНЗЈНјааРрЫЦЕФМЦЫуДІРэЁЃСэЭтЃЌШчЙћжїЕчЖЏЛњВЩгУЫЋЫйЕчЖЏЛњЃЌдђЯЕЭГгІЩшжУжЇГжS1ЁЂS2ИпЕЭЫйзЊЛЏЕФгВМўЁЃетРяЛЊжаЂёаЭЪ§ПиЯЕЭГХфгаФкжУPLCЃЌжЛвЊдкдГЬађSTEP.DATЮФМўжаРћгУPLCБрГЬгябддіЩшЯргІЕФНгЕуМДПЩЁЃ 4 ЯЕЭГШэМўЕФАВзА
ЛЊжаЪ§ПиЯЕЭГШэМўПЩвддкDOSЛђWINOOWSСНжжЛЗОГжадЫааЁЃ жЕЕУзЂвтЕФЪЧЃКШчЙћЪЧдкWINOOWSЦНЬЈЯТЙЄзїЃЌдкЦєЖЏЪ§ПиЯЕЭГгІгУГЬађCNC.EXEжЎЧАЃЌгІНЋWINOOWSжаЕФЦСФЛБЃЛЄГЬађЩшжУЮЊПезДЬЌЃЌЗёдђвЛЕЉдЫааЦСФЛБЃЛЄГЬађЪ§ПиЯЕЭГНЋЭЃжЙдЫааЁЃШчЙћЪЧдкDOSЦНЬЈЯТАВзАЪ§ПиЯЕЭГГЬађЃЌдђгІТњзувдЯТЬѕМўЃКPCЛњгІдк386вдЩЯЃЛВЪЩЋЯдЪОЦїЃЛФкДцЕФХфжУгІДѓгк 4MBЃЛдкCONGFIG.SYSЮФМўжагІЩшжУDevice=c:\dos\Himem.sysКЭDevice=c:\dos\EMM386.EXE 8000гяОфЁЃ ЮваЃРћгУЛЊжаЂёаЭЪ§ПиЯЕЭГЖдвЛЬЈНЮїЕкЮхЛњДВГЇЩњВњЕФC6132аЭЦеЭЈГЕДВНјааИФдьвдКѓЃЌОВтЪдИїЯюММЪѕжИБъОљвбДяЕНЙЄвЕБъзМЁЃЯЕЭГдЫааАыФъвдРДвЛЧаЦНЮШЃЌУЛгаЗЂЩњШЮКЮЙЪеЯЁЃ
БОЮФЙиМќзжЃКЪ§Пи ГЕДВ PLCИФдьЃЌplcММЪѕ - PLCИФдь






