a.SA1合上,SA2打开,KA5线圈通电吸合并自锁,此时KA5线圈及R上的电压基本相等,约为12V,KA6线圈被短路脱吸。
b.SA1打开,SA2合上,KA5线圈被短路,KA5脱吸,KA6线圈通电吸上并自锁。
c.SA1、SA2同时合上,由于KA5、KA6线圈同时被短路,所以V1也处于上述导通状态,但KA5、KA6总是处于脱吸状态。
根据上述要求可得出SA1、SA2与KA5、KA6的逻辑关系,如表2所示。从表2可看出,SA1是KA5的置位端,KA6的复位端;SA2是KA6的置位端,KA5的复位端。这种状态可由PLC内部的置位、复位指令来实现,其梯形图如图4示,图中M21相当于KA5,M22相当于KA6。
表2顺序逻辑控制
(3)编程调试
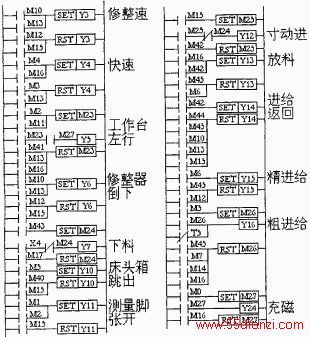
由于用PLC改造原机床电气系统是以不改变原控制功能为前提,此时可对原线路进行分块处理,对于MZ2015磨床,可分成输出处理程序,输入处理程序和顺序控制逻辑程序,这种处理对于程序调试和设备维修都有很大的方便,根据手动、长修、自动和半自动四种工作方式分别进行模拟运行。用开关模拟输入信号,开关的一端接入相对应的输入端点,另一端作为公共端接在PLC输入信号电源的负端。输入程序后,对照输入信号状态表,设置好原始状态情况下所有输入信号的状态;再按工步状态,扳动开关,观察输出端点指示灯在一个工作循环里的状态变化,并与工艺过程对照。由于程序较长,这里仅给出输出部分及二极管顺控电路所对应的梯形图,如图4、5示。
图5输出部分梯形图
点击此处查看全部新闻图片
点击此处查看全部新闻图片
3、结束语
用可编程控制器改造旧机床电气系统,在现有企业里是非常现实的技术改造方案,具有投资省、见效快的特点。通过使用PLC改造该机床电气系统后,去掉了原机床的13只中间继电器,5只时间继电器,80只顺序控制二极管及20只电阻,使线路简化。同时,由于PLC的高可靠性,输入输出部分还有信号指示,不仅使电气故障次数大大减少,而且还给准确判断电器故障的发生部位提供了很大的方便。
本文关键字:磨床 PLC改造,plc技术 - PLC改造






