一、注意电源降压电阻的功率要足够
当胆机电源高压采用CRC滤波时,这个R就是滤波降压电阻,它流过高压回路的所有电流。假如有一个6P3P组成的推挽双通道功放,电阻R取100Ω,测高压回路总电流为200mA,则该电阻上所耗功率为0.2Ax0.2Ax100Ω=4W。似乎选一个5w的电阻就够了,还有点余量,但是实际上是远远不够的。因为这里的电流只是静态电流,当有信号输入时,电流就会大大增加。如AB1类6P3P推挽电路,当取270V屏压,-22.5V固定口偏压,无信号时静态电流是88mA,而有信号时电流最大可达140mA,二路就是280mA,再加上前级和倒相级,总电流可能达到320mA,在该电阻上的功耗就是0.32Ax0.32Ax100Q=10.24W.可见电阻将剧烈发热娈黑直到烧坏。虽然实际使用功放时,在家庭环境下极少开到最大输出,通常都是用到三分之~左右的输出,但电阻上所耗功率也大大超过原来4W的功率。从安全角度考虑,该电阻的功率储备量应是静态时的3到5倍,即20W左右为好。同样当功率管采用自给偏压电阻时,电流变化大,也应有足够功率余量。
二、注意大功率电阻引脚焊接质量
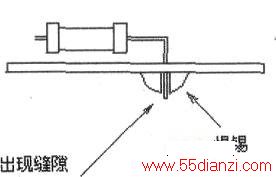
当很大的电流通过一个电阻时,会消耗一部分功率,产生很大的热量,并沿着引脚传递到连接点。如果引脚的接点是锡焊.二种金属材料的膨胀系数不同。经多次热胀冷缩,引脚与焊锡之间会出现细微裂缝,接触面积减少,接触电阻增大,还容易打火积碳,恶性循环,缝隙越来越大直到电路不通(见下图),往往一段时间后才出现故障。这种现象屡见不鲜应引起足够重视。大功率电阻引脚焊接前一定要处理干净,去除氧化层,无论是搭棚焊还是在印刷板上焊接,都应设法使引脚与焊锡接触面积更大些。
三、注意铝电解电容的安装位置
铝电解电容容量大价格低应用广泛,但它的温度特性很差,寿命与周边环境很有关系。过于靠近热源,长时间被烘烤,电解液极易干洁,容量很快下降。因此安装位置不要靠近发热量很大的大功率电阻,更不要靠近很烫手的功率管。铝电解电容温度参数常见的有85℃和105℃二种,应尽量选用105℃的,可靠性高。
四、注意继电器触点的容量
在胆机中也常见用继电器构成高压延时电路,其触点在高压或大电流下瞬间切换极易出现火花,多次的打火使触点出现烧蚀,积炭并逐步扩大,造成触点接触不良和失效。因此触点的容量选择不能马虎,要大过触点能长期正常工作的最大电流电压。一般交流电流在过霉时电弧自然熄灭,如果触点控制的是交流电,触点容量的余量可少些。如果触点控制的是直流电,而直流电不容易灭弧,触点容量的余量要多一些。
五、注意稳压二极管的额定功率
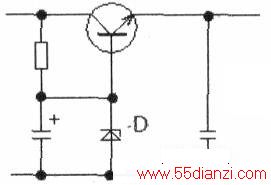
通常使用的稳压二极管的功率都在1瓦以下,这在低压电路中使用是比较可靠的。但在胆机中对高压进行滤波而采用电子稳压滤波器时(见下图),这里的稳压二极管D所承受的功率远关于1瓦。通常稳压二极管的正常工作电流是5mA到10mA,根据高压值计算一下便知。显然仅用1到2个离稳压值的稳压二极管是很不可靠的,必须用多个低稳压值的稳压二极管串联而成,即达到所需高压值,又满足功率要求。
本文关键字:制作 音频类,电子制作 - 音频类
上一篇:自制优质前级音调电路






