
图1 通讯线接线示意图
4.2 LED检测输入程序
LED检测方式是通过机械结构来点亮LED来判断LED的好坏。这是再配合外界电子线路向PLC的X0提供一个开关信号。LED亮,有信号输入,判断为好的LED;LED不亮则判断为坏的LED。这时工作的重点是要将LED的好与坏位置记录起来,以现实下一步的动作。
如果好的LED将在下一步切脚、供助焊剂和送电阻焊接;若坏的LED则切脚等动作不动作;知道转动LED供料盘到吹废料工位时,实现吹废料。
记忆LED好坏使用对位写入指令。即若是好的LED对寄存器WM16写入1,反之则为0。因为凸轮控制在转动时要考虑其位置,根据X1的导通与关闭时序来判断。X1有导通240度角,另外120度角为关闭状态。通过上下缘来控制LED好坏置位的时间和位移的时间。程序如下:

图2 一般数据链路程序
在LED检测正常时,FUN41将对WM16进行置位。在电机带动下,X1来判断位置,当到X1为ON时,一个LED检测将向左一个移位。再 进行下一个LED检测。这时LED检测信号将有M16送至M17。M17的状态将有M16来决定,以此类推。因为吹废料状态正好是置位为0时才吹料。所以M21去反状态。
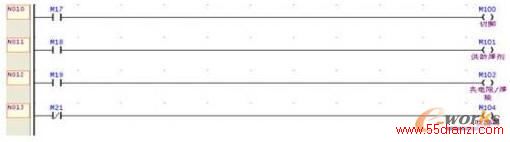
将以上中间继电器直接送至Y点输出,即可以实现汽缸阀门的控制。但在机械结构上要求吹废料时汽缸顶起只能保持一段时间。因为LED在一下个LED送料时要转动,此时吹料顶起汽缸要下来。经过调试,顶起吹料汽缸保持0.4秒,可以保证废料被除掉,以及LED送料转盘转动不卡住。

4.3 导线转盘的离合控制
当检测到有坏的LED时,在吹料工位时,将吹掉废料,这时将有一个工位是空的。这时当空工位移到焊接焊接导线工位时,导线转盘必须要离合,等待下一个LED的到来,才能焊接导线以及转动开始另外的焊接工作。转盘离合控制程序如下:

M10信号来之吹废料,在有吹废料时,M10导通,这时同时对D50的第一位写入“1”,表示要离合气缸。所以在间隔一个机械工位后,若无LED,则这时离合气缸。
4.4 送工字塑胶与套管控制
其中在导线转盘中送工字塑胶与套管的原理,重点也是要采用FUN41来记录移动工位数,开始送工字塑胶与套管,主要输入信号来自X2的计数输入;计数在14位后即送工字塑胶工位。在过4个工位位送套管工位。因为这里送导线转盘有焊接肯定会计数,若是废料则离合,所以直接对X2信号做处理。简单程序如下:

这里注意的是采用32位寄存器,因为从开始计数到送套管工位时为18个工位。
5. 结束语
通过上文,主要对常规的LED成型设备作改造,在复杂的设备中还会涉及到分段的问题。本章节重点讲常规控制要领,其他额衍生功能,读者可以在这个基础上进行添加。这里不再做介绍。






