(1)控制精度大大提高。
(2)低频特性增强。
(3)矩频特性好。
(4)速度响应性能、控制性能(闭环控制)和过载能力大大提高。
5.1总体改造方案
(1)拆除直流调速主机和机械通轴、差速齿轮箱、步进电机等所有主传动和步进伺服传动零部件,用7组独立的交流伺服电机单元取代上述部件来实现传动和位置补偿功能。这里说的7组单元是6个色组加1套模切单元,如果算上2组张力单元则应该是9组,因此轴数会因不同的机型改造方案而不同。
(2)7组交流伺服电机单元通过高精度免维护减速器(速比为5:1或10:1)直接与印版轴或模切轴相连,把电机到版轴之间的机械传动环节减至最少,并实现7轴独立伺服驱动。
5.2具体改造方案
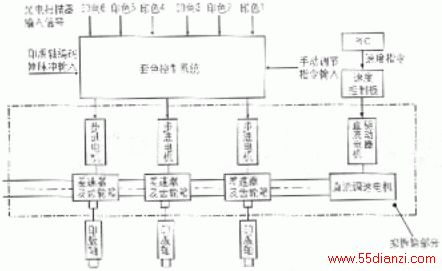
图1直流调速电机+机械通轴结构示意图
点击此处查看全部新闻图片
从图1可以看到,设备改造前的传动及套印结构是一台35kW的直流调速电机通过一根长轴将6个印刷单元连接在一起。改造方案是将图1中虚线部分的结构拆除,改造成如图2所示的结构。
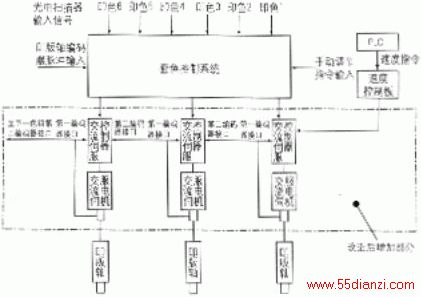
图2独立交流伺服驱动结构示意图(改造后)
点击此处查看全部新闻图片
印版电机驱动单元拟采用力士乐公司的Ecodrive型智能交流伺服驱动器和配套的MHD高性能交流伺服电动机。其中伺服驱动器内部带有电流环、速度环和位置环(本次改造不使用位置环),电机轴速度和位置检测元件是伺服电机自带的2500旋转编码器(4倍频)。利用伺服驱动器上的第二编码器接口来实现多轴速度跟随和同步,同步结构如图2中虚线部分所示。
实际上,印刷机的同步控制包括两方面的内容,一方面是各印版轴转速的同步,另一方面是印刷套印同步控制,即通过光电扫描器检测印刷码刻线的实际位置,并与理论位置进行比较,输出脉冲信号(正转或反转)给执行机构(改造前是步进电机)进行位置调整,它构成了同步控制的外环。
采用伺服控制器在速度方式下对印版电机进行控制.仅能获得很好的动态特性。但在印刷过程中,由于各电机伺服驱动器特性上或多或少存在差异,因而长期运行过程中必然有累积误差,而上述外环控制就是为了解决这个问题。
内部速度环主管各轴速度的同步,要求有良好的动态性能,各种扰动给内部速度环带来的误差可以通过外环控制加以弥补,外部位置环保证了稳定性和套印精度,如图3所示。
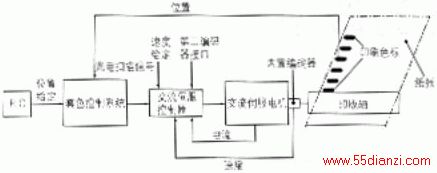
图3内外环结构示意图
点击此处查看全部新闻图片
本改造方案保留了原系统中套印控制的信号检测、处理和发送环节,只把作为执行机构的步进电机改成交流伺服电机。因此,如何将以前发给步进电机的脉冲信号转为控制交流伺服电机的信号是要研究的一个主要问题。现在的设想是通过调试原有套印系统的操作参数(实际上也是PID参数)以及交流伺服控制器上的PlD参数,来解决这一问题。
5.3套印原理
在多色印刷中,一般采用改变印版滚筒的转动角度以达到调整印刷位置的目的,其闭环控制原理如图4所示。
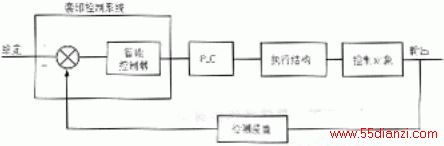
图4套印控制原理框图
点击此处查看全部新闻图片
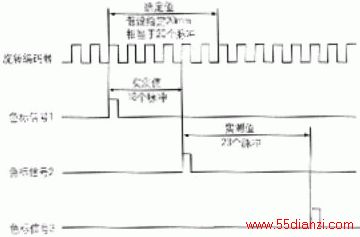
根据旋转编码器原理可知,其线数越多,即印版每转一周所产生的脉冲数越多,位置精度越高。假定印版周长为500mm,编码器的线数为500线,则500mm对应500个脉冲,1mm对应1个脉冲,20mm对应20个脉冲.
点击此处查看全部新闻图片
实际印刷位置的检测是通过光电扫描器把检测到的色标信号转化为电脉冲,这些电脉冲与旋转编码器产生的脉冲串同时被送到套印系统计算机。各色组色标之间的距离给定值为20mm,即两颜色套准时,两色标之间的距离是20mm,对应于编码器脉冲数为20个脉冲。如图5所示,色标1与色标2两脉冲触发时间段中计数为18个脉冲,如以印色1为基准,则说明印色2的印版轴转速太快,为使其速度减慢,纠正位置偏差,应使伺服电机反转相当于2个脉冲的角度;假设色标2与色标3两脉冲触发时间段脉冲数为23个脉冲,以印色2为基准,则说明印色3的印版轴转速太慢,为使其速度加快,纠正位置偏差,应使伺服电机正转相当于3个脉冲的角度以消除偏差。
上一篇:电梯改造中应用PLC的设计方案






