
改造系统方案
新线改造后,原锌浆站上的全部机械和电气部分将被拆除,原有位置将安装新的机械装置和电控部分。新的电控部分包括:
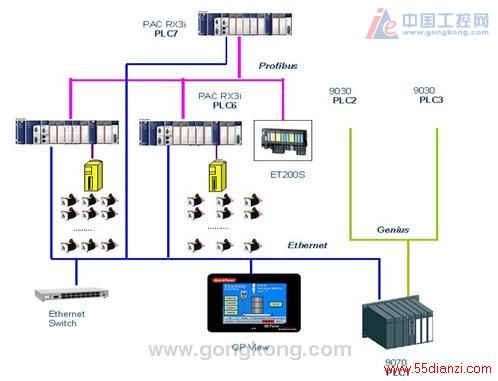
1.两台PAC 3i PLC (安装运动控制模块DSM324i)通过放大器分别控制12个Station的伺服系统,每个Station包含有一台Lift和一台Pump,24轴,两套总共48轴。
2.1套ET200S用于控制伺服系统的电源以及伺服放大器Enable信号;
3.一台以太网交换机用于在PLC5、6、7及Quick Panel之间建立数据通道,传递各种报警和配方信息;
4.PLC5、6、7之间通过Profibus总线传输实时控制信息。
在锌浆站外部将安装一台新的PAC 3i PLC(PLC7)用于调度锌浆站内各个Station的动作并控制ET200 对伺服放大器的上电动作,同时采集PLC5、6的故障信息传递给PLC1并接收PLC1传来的相关指令(如E-Stop)。
系统架构
控制要求-按工艺分为不同模块
模块1:锌浆站灌浆操作控制(PLC 7)
PLC7作为锌浆站的主控PLC包含有以下几个动能模块:
1. 电池空位信号检测:电池体进入锌浆旋转体前,需要提前检测流水线上是否存在空位。如果检测到空位,则对应的灌浆站(Station)不进行灌浆动作。
2. 灌浆时序控制:PLC 7接受E-Cam的7组脉冲输出信号,根据生产工艺流程运算出时序控制信号,并以Profibus通讯方式将控制信号发给PLC5、6以完成具体的灌浆操作。
3. 锌浆站初始化控制:用于上电时初始化锌浆站,包括分步上电、配方管理(一个配方,可更改)、通信配置等。
4. 系统报警及错误处理:PLC7将采集从站(PLC 5、6、ET200S)的报警,作出逻辑判断并将报警通过以太网发送给PLC 1。由PLC5、6检测到的单个Station故障只影响该Station的动作,锌浆站其他Station将继续工作。由于故障导致停线时,已经触发的动作将继续执行完成。
5. E-Stop处理:PLC1可向PLC7发送E-Stop信号,PLC7在接收到该信号后将切断锌浆站的电源。伺服放大器上的E-Stop信号将连至外部的急停控制器上,用于急停联动。急停恢复时PLC5、6、7均须做一次初始化操作,以保证安全。
模块2:锌浆站灌浆工艺过程控制(PLC 5、6)
PLC5、6作为锌浆站的运动控制PLC,配置有DSM324运动控制模块,其功能包括:
1. Station运动控制:通过运动子程序调用控制伺服放大器和伺服电机完成灌浆动作。从站以ProfiBus通讯方式接受来自主站PLC 7的灌浆控制信号, 分别对站1-12和站13-24进行灌浆工艺过程控制。
2. 系统报警及错误处理:用于捕获系统运行时产生的设备报警,并根据报警进行错误处理,如产生系统报警标志位。伺服部分的报警尽量详细,并能显示在Panel上。
3. 配方管理:PLC5、6将保存最后一次正常的配方,在每次上电时自动调用该配方。Quick Panel对配方的修改将保存在PLC5、6中。
模块3:操作面板现场操作
新安装的Quick Panel将通过以太网与PLC5、6、7通信,可完成以下功能:
1. 设备的控制和监视:用户可以通过现场触摸屏监视系统设备的状态点和控制设备的动作;
2. 配方参数设置:用户可以通过现场触摸屏设置相关的配方参数;
3. 报警信息采集及系统报警复位:现场触摸屏可以显示当前产生的报警描述信息,报警信息为用户提供故障解决的参考。用户解决设备故障之后,可通过触摸屏复位掉之前产生的报警并让系统重新正常运行。
4. 故障信息统计功能:可分类统计每个Station的错误。
5. 报警可考虑形象直观的提醒图标。
原有控制系统功能改造(PLC1、PCM、PLC3)
1. 移除原先PLC 1中Emerson 运动控制系统的控制程序,并将原先PLC 1中锌浆站时序控制程序移植到PLC 7中;
2. PLC1需通过以太网发送Set、Reset信号给PLC7,用于清除所有的错误。
3. PLC1和PLC7之间需作通信检测。
4. 在原先PLC 1中PCM模块上修改相关报警信息;
5. 原有空位检测信号由PLC3移至PLC7后,需对PLC3程序进行部分修改。原有的锌浆站出错检测信号将继续保留。
6. PLC1上原有的锌浆低液位报警信号继续保留。
I/O信号硬件接口
1. E-CAM脉冲输出信号:此次锌浆站该改造使用成熟的E-CAM脉冲信号触发的方式来控制灌浆站的工艺流程,E-CAM脉冲输出通道改成PNP输出类型。该部分时序控制使用以前控制方式,可直接使用现有的配置参数来配置E-CAM。E-CAM信号一共使用了8个输出通道,信号直接接到PAC 3i主站(PLC 7)输入模块。
2. Lift及Pump到位检测信号:该信号已连接到现有的PLC3中,用于检测各个Station的Lift及Pump动作是否到位,如未到位将通过PLC1触发系统停线。
3. 检修门锁闭信号(Output):该信号由PLC7产生,当生产线运行时,将检修门锁闭;
4. 检修门关闭到位信号(Input):该信号接入PLC7并通信给PLC1,当锌浆站检修门未关到位时将触发系统停线。
5. Power On/Off 信号:该信号已接入PLC1 Block6,用于软起/停锌浆站。该信号在改造时将接至PLC7,PLC7控制接触器切断锌浆站电源。该开关考虑放置在不易接触到的地方。
本文关键字:金霸王电池 PLC改造,plc技术 - PLC改造






