图5 产品树
通过对坐标系的分析,可以总结出下面一个公式:
当前坐标系的坐标二(点在上一级坐标系里的坐标一当前坐标系原点的坐标)X坐标变换矩阵的逆阵。
所以只要获取oAxisComponentsArra)以及点在某坐标系下的坐标,就可以获得点在其他坐标系下的坐标。
3. 3. 2骨架模型的建立
手动装配过程是对零件的点、线、面等基准特征建立约束,由于这些特征随零件的变化而改变,这就使自动装配难以进行。骨架模型作用就是将零件标准化,形成统一的规范。
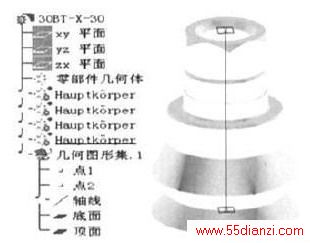
图6 吸盘的骨架模型
以上图的真空吸盘为例,骨架模型包括上下面的切平面、圆心和连接两圆心的一条线段,并采取统一的命名规则,如“点1",“点2",“轴线”。这些骨架都是参考其自身的装配关系来确定。
3. 3. 3复杂曲面的选点
当工序件是由无数个小曲面构成时,即使是手动在CATIA里对这些曲面上选点、移动点,这些操作也是相当困难的。所以我们可以用CATIA中的融合命令,把成千上万个小区面融合成一个大曲面,来解决这个问题。然后由工程师根据加工工件的特点选取大曲面上的点,但CATIA却是自动生成一个在标准坐标系下的点,所以必须通过坐标变换把这个投影到加工工件上。

图7 选点的流程
4、整线的虚拟装配和仿真检验、优化阶段
冲压生产线运动仿真是在CATIA V5电子样机(DMU Kinematics)环境下进行的。在这个阶段,主要是检验部件之间是会发生干涉,机械手臂的运动路线是否合理等问题,以此来达到优化冲压线的目的。
4.1整线仿真流程
整线仿真的流程如图8所示。

图8
4. 2底层部件的仿真
由于在CATIA V5的DMU环节中,必须对产品树的一级目录才可以进行仿真的设计。如图9所示。
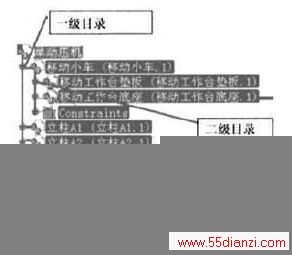
图9
所以为了简化整线装配时的树的结构和便于修改,我们采取先在部件中进行仿真机制的建立,然后在整线调人部件和进行节拍的设置。
4. 3冲压整线的装配
冲压线整线的装配与部件的装配有些类似,由零件的位置约束关系改成部件之间的空间位置关系。整线装配图如图10所示。
图10
4. 4整线仿真中的两项关键技术
4. 4. 1机构的建立仿真机构建立流程如图11所示。
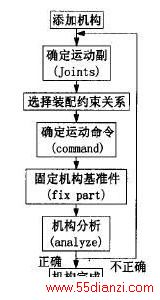
图11
由于CATIA V5中规定了几个最基本的运动副,我们可以对运动副进行组合,让他完成比较复杂的运动。例如:需要一个物体在一个空间内按一定的轨迹进行运动,我们可以用一个点绕曲线运动副’和滑动副:在加上一个转动副(保证运动过程中两个轴的角度不变)。
4. 4. 2干涉报表的输出
在一条生产线上,有成千上万个零部件。假如在运动过程中对每一个零部件都实施监控的话,计算时间会很长。所以我们只要对一些关键的零部件进行监控和计算即可。因此我们要引人一个组的概念,把要监控的关键零件编成一组。再在仿真过程中把十涉打开,即可产生出干涉列表。如图12所示。
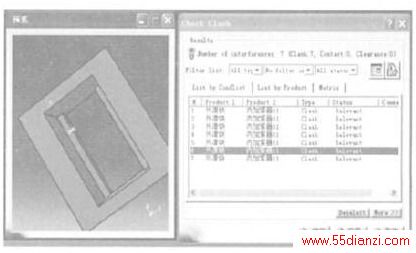
图12
在部件和整线仿真中,运用这些技术则可以检查出部件中零件设计不合理产生碰撞干涉;并检验设计的端拾器是否合理;和机械手运动轨迹的校核;从此达到优化生产线的目的。
5、结束语
本文利用虚拟制造技术对一条具体轿车车身冲压生产线建立虚拟冲压系统的总体流程及各个步骤环节进行了研究,阐述了在CATIA V5环境下实现建模,虚拟自动装配,端拾器设计、运动仿真的技术。
随着计算机技术的日新月异,越来越多的现实制造可以搬人计算机进行模拟。希望本文能起到抛砖引玉的作用,将虚拟技术实际运用到更广的范围中去。
本文关键字:汽车 汽车电工,应用领域 - 汽车电工
上一篇:汽车传动系统齿轮制造的新工艺






