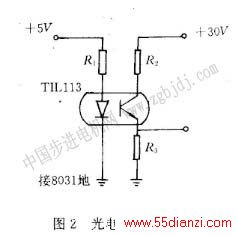
 2.1光电隔离电路
为有效地抑制干扰,提高系统的可靠性,在单片机与步进电动机功率驱动线路之间,利用光电耦合器件组成如图2所示的光电隔离电路。其作用是实现了单片微机与外部电路不同电平的转换,并且切断了单片微机与步进电动机驱动电路之间电的直接联系,同时实现了单片微机系统与步进电动机驱动系统地线的分别联接,以防止处于大电流、感性负载下工作的驱动电路产生的干扰信号通过线路串入,而影响单片微机的正常工作。
2.2功率驱动线路
2.1光电隔离电路
为有效地抑制干扰,提高系统的可靠性,在单片机与步进电动机功率驱动线路之间,利用光电耦合器件组成如图2所示的光电隔离电路。其作用是实现了单片微机与外部电路不同电平的转换,并且切断了单片微机与步进电动机驱动电路之间电的直接联系,同时实现了单片微机系统与步进电动机驱动系统地线的分别联接,以防止处于大电流、感性负载下工作的驱动电路产生的干扰信号通过线路串入,而影响单片微机的正常工作。
2.2功率驱动线路
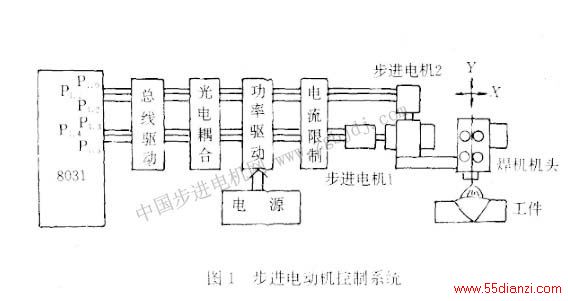
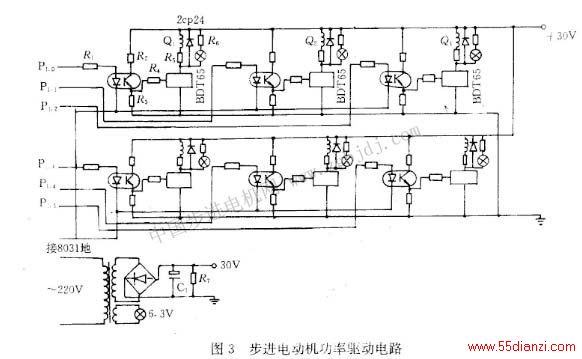
 选用的步进电劲机型号为75BF003,其工作方式为三相六拍,步距角为1.5度,工作电压为30V,每相静态电流4A。因此设计了如图3所示的功率驱动电路,其电源部分是由变压器经整流桥整流,输出30V、4A的电流,供给步进电动机各相绕组。由8031单片机的P1口作为控制端口,根据步进电机的通电分配方式,输出控制字节,经一定延时,产生占空比为I:I的矩形波,经驱动电源功率放大后,可分别控制横向和高度方向步进电动机的三相绕组的通电状态,驱动步进电动机按指定方向和速度运转。由于通过程序设置进行分时驱动,2台步进电动机的功率驱动电路共用一个电源,在功率驱动电路中采用了达林顿管为功率大器件,使电路结构大为简化。
3步进电动机的运行30V
3.1转向控制
选用的步进电劲机型号为75BF003,其工作方式为三相六拍,步距角为1.5度,工作电压为30V,每相静态电流4A。因此设计了如图3所示的功率驱动电路,其电源部分是由变压器经整流桥整流,输出30V、4A的电流,供给步进电动机各相绕组。由8031单片机的P1口作为控制端口,根据步进电机的通电分配方式,输出控制字节,经一定延时,产生占空比为I:I的矩形波,经驱动电源功率放大后,可分别控制横向和高度方向步进电动机的三相绕组的通电状态,驱动步进电动机按指定方向和速度运转。由于通过程序设置进行分时驱动,2台步进电动机的功率驱动电路共用一个电源,在功率驱动电路中采用了达林顿管为功率大器件,使电路结构大为简化。
3步进电动机的运行30V
3.1转向控制
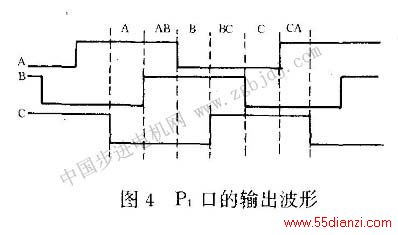
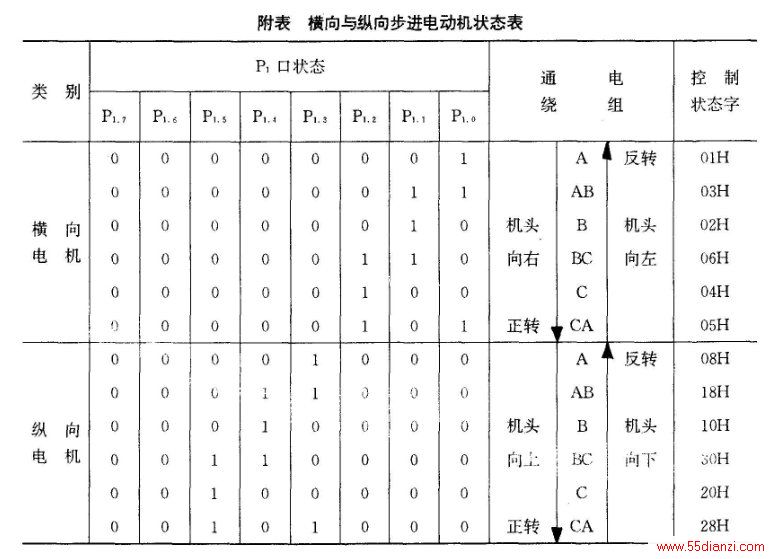
 步进电动机运行方向的控制,是通过8031单片机P1端口的P1.0~P1.2输出横向步进电动机A、B、C三相绕组的控制信号,P1.3~P1.5;输出高度方向步进电动机的A、B、C三相绕组控制信号,并设定输出为1时绕组通电,为0时断电。根据步进电动机的特性,按一定的逻辑程序,使8031单片机的P1口的信号输出按照选定的步进电动机,以指定的通电状态顺序送出控制字节,便可控制步进电动机的各相绕组按约定的通电状态顺序通电,驱动步进电动机顺时针或逆时针方向运转。当采用三相步进电动机按三相六拍方式运转时,其通电状态变换顺序为:
步进电动机运行方向的控制,是通过8031单片机P1端口的P1.0~P1.2输出横向步进电动机A、B、C三相绕组的控制信号,P1.3~P1.5;输出高度方向步进电动机的A、B、C三相绕组控制信号,并设定输出为1时绕组通电,为0时断电。根据步进电动机的特性,按一定的逻辑程序,使8031单片机的P1口的信号输出按照选定的步进电动机,以指定的通电状态顺序送出控制字节,便可控制步进电动机的各相绕组按约定的通电状态顺序通电,驱动步进电动机顺时针或逆时针方向运转。当采用三相步进电动机按三相六拍方式运转时,其通电状态变换顺序为:
 步进电机的相数的控制方式确定之后,P1.0~P1.5。输出数据变化规律也就确定,一般称为输出模型。在控制过程中,为了便于寻找,其输出模型是以数据的形式存放在EPROM中,程扩运行时可通过查表指令MOVC A,@A+PC和传送指令MOVP1,A,使P1口输出不同的值来选择不同方向的步进电动机和决定电机的转动方向。
横向和纵向的步进电动机按三相六拍工作时,P1口的输出波形和工作状态真值表分别见图4及附表。
步进电机的相数的控制方式确定之后,P1.0~P1.5。输出数据变化规律也就确定,一般称为输出模型。在控制过程中,为了便于寻找,其输出模型是以数据的形式存放在EPROM中,程扩运行时可通过查表指令MOVC A,@A+PC和传送指令MOVP1,A,使P1口输出不同的值来选择不同方向的步进电动机和决定电机的转动方向。
横向和纵向的步进电动机按三相六拍工作时,P1口的输出波形和工作状态真值表分别见图4及附表。
 当8031单片机执行传送指令时,将附表中的数据顺序取出,送往P1输出端口,每输出一个控制状态字,步进电动机转动一步,连续输出,步进电动机连续运行,倒序输出,步进电动机反向运行,停止输出,步进电动机则停止运行。
当8031单片机执行传送指令时,将附表中的数据顺序取出,送往P1输出端口,每输出一个控制状态字,步进电动机转动一步,连续输出,步进电动机连续运行,倒序输出,步进电动机反向运行,停止输出,步进电动机则停止运行。
 3.2转速控制
步进电动机转速控制是通过程序延时的方法,即当CPU送出一组数据后,就进入延时程序,延时到取第二组数据输出,因而延时长,转速就慢,延时短,转速就快。通过改变步进电动机走步程序的延时时间,改变输出频率,便可达到调速的目的。一般单片机的晶振频率为6MHz,则一个机器周期为2μS,通过延时程序的设置,使一种通电状态持续时间2ms,萁输出频率为500Hz。当将延时时间改为Ims,其输出频率变为IOOOHz,电机的转速便可提高1倍。
4单片机控制系统结构
步进电动机驱动控制.是采用MCS-51系列的8031单片机.它是功能很强的高档八位单片机.将CPU、RAM等集成在一个芯片上,具有32个I/O口,2个定时/计时器,控制功能相当强,而且体积小、成本低,抗干扰能力强,所以特别适用于工业过程的控制。图5是单片机控制系统原理图。在此系统中,8031芯片是控制系统的核心,由于8031单片机芯片内只有128个单元的数据存储器.没有程序存储器ROM,因而应用系统必须在片外扩展可编程只读程序存储器EPROM,通过741。S373地址锁存器和EPROM组成外存储器,存放控制系统的控制程序。为使系统具有人机对话等功能,采用8155接口芯片作为输入输出I/O口的扩展。
3.2转速控制
步进电动机转速控制是通过程序延时的方法,即当CPU送出一组数据后,就进入延时程序,延时到取第二组数据输出,因而延时长,转速就慢,延时短,转速就快。通过改变步进电动机走步程序的延时时间,改变输出频率,便可达到调速的目的。一般单片机的晶振频率为6MHz,则一个机器周期为2μS,通过延时程序的设置,使一种通电状态持续时间2ms,萁输出频率为500Hz。当将延时时间改为Ims,其输出频率变为IOOOHz,电机的转速便可提高1倍。
4单片机控制系统结构
步进电动机驱动控制.是采用MCS-51系列的8031单片机.它是功能很强的高档八位单片机.将CPU、RAM等集成在一个芯片上,具有32个I/O口,2个定时/计时器,控制功能相当强,而且体积小、成本低,抗干扰能力强,所以特别适用于工业过程的控制。图5是单片机控制系统原理图。在此系统中,8031芯片是控制系统的核心,由于8031单片机芯片内只有128个单元的数据存储器.没有程序存储器ROM,因而应用系统必须在片外扩展可编程只读程序存储器EPROM,通过741。S373地址锁存器和EPROM组成外存储器,存放控制系统的控制程序。为使系统具有人机对话等功能,采用8155接口芯片作为输入输出I/O口的扩展。
 5控制程序的设置及调试
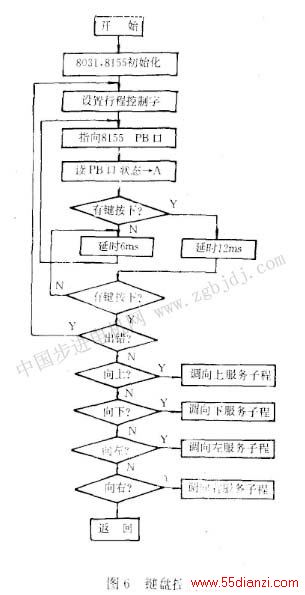
控制程序的功能是在焊前、焊后或焊接过程中能够随时人为利用键盘控制调整焊机机头的位置。设置了步进电动机横向及纵向运转的驱动程序,通过勤,进电动机驱动机械传动机构带动焊机机头避行上下、左右位置的调整。在编程过程中,为提高程序运行的可靠性,使程序结构清晰、简捷、流程合理,采用了功能程序模块化、子程序化。困此,向上、向下、向右、向左的服务子程序是采用一个步进电动机驱动子程,而利用不同的入口地址来决定步进电动机横向及纵向的运动,其主程及服务子程序的流程图如图6和图7所示。
5控制程序的设置及调试
控制程序的功能是在焊前、焊后或焊接过程中能够随时人为利用键盘控制调整焊机机头的位置。设置了步进电动机横向及纵向运转的驱动程序,通过勤,进电动机驱动机械传动机构带动焊机机头避行上下、左右位置的调整。在编程过程中,为提高程序运行的可靠性,使程序结构清晰、简捷、流程合理,采用了功能程序模块化、子程序化。困此,向上、向下、向右、向左的服务子程序是采用一个步进电动机驱动子程,而利用不同的入口地址来决定步进电动机横向及纵向的运动,其主程及服务子程序的流程图如图6和图7所示。
 为保证所编写的程序按予定要求进行工作,采用DGS- 51开发机对控制程序进行调试。通过开发机的键盘进行单步执行和带断点运行方式,让程序分段一步步执行,对程序进行调试修改。当程序执行时与使用单片机没有差异,便达到仿真的目的。然后把调试好的程序写入并固化于EPROM中,用于实际工作。
6结论
a.采用8031单片微机控制步进电动机的驱动具有体积小、价格低、运行功耗小、可靠性高等特点。
b.利用软件代替部分硬件.使控制线路大为简化,增强了控制功能,提高了运行精度。
c.系统软件功能丰富,通用性强.使控制系统更加灵活,使用方便,便二j二进一步开发。
d.本文的研究,不仅可单独作为焊机机头位置调整控制器.若与适宜的传感器联接,便可开发为焊缝自动跟踪系统。
为保证所编写的程序按予定要求进行工作,采用DGS- 51开发机对控制程序进行调试。通过开发机的键盘进行单步执行和带断点运行方式,让程序分段一步步执行,对程序进行调试修改。当程序执行时与使用单片机没有差异,便达到仿真的目的。然后把调试好的程序写入并固化于EPROM中,用于实际工作。
6结论
a.采用8031单片微机控制步进电动机的驱动具有体积小、价格低、运行功耗小、可靠性高等特点。
b.利用软件代替部分硬件.使控制线路大为简化,增强了控制功能,提高了运行精度。
c.系统软件功能丰富,通用性强.使控制系统更加灵活,使用方便,便二j二进一步开发。
d.本文的研究,不仅可单独作为焊机机头位置调整控制器.若与适宜的传感器联接,便可开发为焊缝自动跟踪系统。上一篇:高分辨率五相混合式步进电动机






