施耐德Quantum 系列PLC在高炉上料系统中
点击数:7834 次 录入时间:03-04 11:43:57 整理:http://www.55dianzi.com 施耐德plc应用
1、概述
莱钢1#1000m3高炉2005年投产,矿槽炉顶上料系统设计采用施耐德公司昆腾系列PLC,该控制系统实现了对矿石、球团、烧结、焦碳等原料的自动称量,并完成称量误差的自动补偿;实现了炉顶各阀门的顺序自动开关,α、β、γ的角度自动设定以及其他相关辅助设备的自动控制;实现了对高炉矿槽炉顶上料系统的数据采集、数据显示与数据控制。该系统投运以来,运行稳定,效果良好。
2、高炉矿槽炉顶上料系统工艺流程简述
2.1 槽上控制工艺流程:
高炉槽上设计13个料仓,4个烧结矿仓(3#、4#、5#、6#),2个焦炭仓(7#,8#),3个球团仓(9#、10#、11#),2个杂矿仓(1#、2#),1个焦丁仓。
槽上有3条打料皮带机,每条皮带机对应一辆卸料小车,采用卸料小车可以将胶带机输送的原料卸至不同的料仓,当采用卸料小车进行卸料时,卸料小车先开至所选择的料仓上方,然后启动胶带机,原料就经卸料小车卸到小车下方的料仓内。
2.2 槽下控制工艺流程:
高炉槽下设两个大烧结矿仓,两个小烧结矿仓,两个杂矿仓,三个球团仓,一个备用仓。每个矿仓下都有振动筛,筛除小于5mm的碎矿,大烧结矿仓的矿经过筛分后分别进入料坑的左右中间称量斗,小烧结矿仓的矿经筛分后分别进入各自配套的称量斗,然后经矿石皮带机集中运送,经料坑上方的翻板进入料坑中的矿石中间斗,经筛分后的5mm烧结矿经返矿皮带机运到碎矿仓。
焦炭设左右两个焦仓,仓下装有振动筛和振动给料机,焦炭经筛分后,大于20mm的块焦,分别直接进入料坑内的左右焦炭称量斗,筛下小于20mm的碎焦经SJ1、SJ2胶带机倒运到SJ3碎焦胶带机上,送至碎焦仓上振动筛,将碎焦分级成8mm以上和8mm以下两种产品,大于8mm的焦丁由SJ4胶带机运至焦丁仓,再经焦丁给料机到焦丁称量斗,然后到供料胶带机与烧结矿一起进入料坑中间斗。小于8mm的碎焦落入焦粉仓等待汽车外运。当料车到底后,相应的矿石中间斗或焦炭斗向料车装料。
2.3 炉顶控制工艺流程:
莱钢1#1000m3高炉炉顶采用无料钟串罐式炉顶,分为受料斗、料罐、气密箱等组成部分。在上料过程中,炉料先投进受料斗里,随后放入料罐中,在这个过程中,由于高炉不能和大气相通,通过控制炉顶放散阀、均压阀、上密阀、柱塞阀、下密阀的顺序开关来实现高炉的正常下料,通过控制α、β、γ来实现高炉布料。料面检测设备采用机械探尺与雷达探尺相配合。
装料流程:焦炭、烧结矿等各种入炉原料由料车运到炉顶,倒入受料斗中,受料斗最多可装4车料。料罐放散完毕后打开上密阀和柱塞阀向料罐装料。装料完成后料罐进行均压。一旦高炉准备接受下一批炉料就进行布料,首先打开下密阀并将料流调节阀打开至设定开度,料罐中的炉料通过料流调节阀流到旋转的布料溜槽上。在布料期间,通过γ射线探测料流,该装置可发出料罐清空信号。一旦料罐清空,关闭料流调节阀和下密封阀,打开放散阀进行放散,准备下一次装料。
布料流程:一批料中,允许焦矿设定两个不同的料线位置。当探尺达到规定的料线位置后,自动提升到位,发出布料信号,下密封阀打开,布料溜槽进行启动。β角旋转到设定速度并且到达布料位置,开启料流调节阀,按照批重及规定的布料程序,调节料流调节阀开度和溜槽倾角,使每圈料流均匀、重量相等和首尾相接的向炉喉任意布料。为了减少料头料尾不均匀现象,每批料布完后,布料角度自动步进60度。
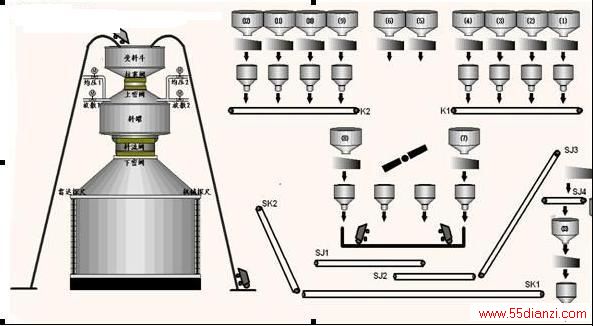
图一 高炉上料系统工艺流程图
3、控制系统硬件配置
整个上料系统采用一套PLC系统,两台上位机完成对整个上料系统的监控及数据采集等。自动控制系统采用Schneider TSX Quantum 系列PLC硬件组成基础自动化系统。采用MP7监控软件,编程软件采用Concept2.6,WINOOWs 2000作为系统平台界面,组成计算机化的操作系统,实现人机通讯。
控制器与上位机之间采用环形工业以太网进行通讯。主机控制单元接受由I/O接口收集的信号进行开关量和模拟量的处理后,将信号经I/O接口实现对设备的控制,与监控站及上位机通讯。这个系统配置如图二所示:
其中处理器采用昆腾系列140-CPU-534-14A,电源模块采用140-CPS-114-20,远程通讯模版采用140-NOE-771-01,I/O模板配置如下:数字量输入模板为140-DAI-753-00、140-DDI-353-00;数字量输出模板为140-DDO-353-00;模拟量输入模板为140-ACI-040-00;模拟量输出模板为140-ACO-130-00,远程I/O模版采用140 CRP 931 10、140 CRA 931 00。
4、矿槽炉顶上料系统控制功能
4.1 槽下控制部分
4.1.1槽下控制范围及内容
(1)实现对矿石、球团、烧结、焦炭等入炉原料的自动称量,并完成称量误差的自动补偿。
(2)实现槽下12个矿仓、12个称量斗、2条成品带、2条碎矿皮带、12台振动筛、4台给料机、1个翻板及碎焦系统的自动控制,实现自动备料和放料。
(3)可使用监控画面对上料系统设备的运行状态进行监视,对设备的运行进行软手/自动切换及手动启停设备,进行料单设定及更改等。
(4)对装料超时、放料超时、超满及设备运行故障等情况在“工艺流程画面”进行报警显示。
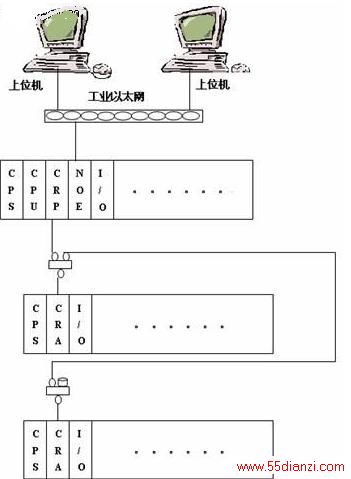
图二 控制系统硬件配置
4.1.2矿石称量斗的称量控制
当排料程序发出后,矿石称量斗闸门开,料排出。当称量值为控制值(初始时为设定值的95%)的5%时,发出料空信号并关闭闸门,当闸门关好并称空好后,振动筛或给料机开始启动。称量值到控制值(经补正)时,振动筛或给料机停机,进行满称量。若达110%控制值(经补正)时发出声光报警信号。振动筛或给料机启动Ts后,还未发出斗“满”信号,就发出上卡料报警信号。
4.1.3矿石称量斗的排料顺序
根据预先选定的装料程序,矿石中间称量斗一“空”且闸门关好,槽下翻板翻到位,矿石皮带机启动后,开始排料。
排料顺序:球团、杂矿单装时按料单内所填仓号的先后顺序进行排料(矿石称量斗排料最多不同时超过三个)。混装时先排一斗的球团或杂矿(排料单内球团或杂矿对应仓号的第一个斗),再排小烧或振大烧。当前一个称量斗闸门开启,发出空信号后,发出下一个斗排料指令。排料斗的闸门开到位延时Ts后,还未发出斗“空”信号,则发出下卡料报警信号。
4.1.4矿石中间称量斗称量控制
矿石中间称量斗称量控制分三种情况:
①大烧结矿振动筛供料:
当矿石中间称量斗“空”,闸门关好,设定好则发出同侧烧结筛运转指令,称量值达到控制值(初始时为设定值的95%)时,烧结筛停机,称量结束。称量值达110%控制值时发出音响报警信号。振筛启动延时Ts后,还未发出斗“满”信号,则发出“上卡料”信号。
②矿石皮带机供料:
当矿石中间斗料一“空”,并且闸门关好,槽下翻板翻好,便发出矿石皮带机运转指令,当排料斗均放过料后,发出矿石中间斗装好信号,并发出皮带机停机指令。
③矿石皮带机和大烧结振动筛完成混装
当矿石中间斗料一“空”,并且闸门关好,槽下翻板翻好,便发出矿石皮带机运转指令,当相应的一个矿石排料斗放过料后,发出大烧结振筛启动指令,同时发出皮带机停机指令。当称量发出“满”信号时,发出矿石中间斗装好信号。
4.1.5焦炭称量控制
当焦炭称量斗一“空”,闸门关好并设定好后,发出焦炭振动筛运转指令,开始称量,称量值达到控制值时(初始时为设定值的95%),发出振动筛停机指令,称量结束,若达110%控制值时,发出报警信号。振筛启动延时Ts后,还未发出斗“满”信号,则发出“上卡料”信号。
4.2 炉顶控制部分
4.2.1炉顶控制范围及内容
(1)炉顶上至料罐下至探尺各设备的顺序控制。
(2)无料钟串罐式炉顶的装料及均压、放散控制。
(3)料流调节阀开度(γ角)、布料溜槽倾动角(α角)、布料溜槽旋转角(β角)的控制。
4.2.2炉顶装料控制
上次布料结束且下密阀关到位后,程序发出申请装料信号,料车开始装料,受料斗满且料罐空,放散阀打开,在放散过程中,一旦打开放散阀并料罐内压力等于大气压力,则认为放散OK。放散OK后开上密阀,上密阀开到位后开柱塞阀,料车开始下料。延时一定时间后柱塞阀关闭,关放散阀,关上密阀,炉料装入料罐中后开均压阀开始均压。这时受料罐发允许料车上行信号。
4.2.3炉顶布料控制
[1] [2] 下一页
本文关键字:施耐德 施耐德plc应用,plc技术 - plc应用 - 施耐德plc应用






