[摘要]:[关键词]: 组态王 恒压供水 pid 流量计摘要:本文详细的介绍了基于施耐德 Micro 和 Twido PLC在啤酒生产线冷冻站控制系统中的应用,系统的网络拓扑结构,工艺流程和故障处理等等。
关键词:Micro PLC Twido PLC Modbus协议 故障处理
1.引言
随着自动化水平日新月异的发展,啤酒生产线冷冻站系统对控制和故障处理的要求也越来越高。在此系统中,使用了施耐德Micro 和Twido 系列PLC,并通过Modbus 总线实现协调控制,远程监控,故展处理等功能,大大提高了生产率,降低了保养维护成本。
2.产品介绍
在此系统中,每台压缩机制冷机组都是由Twido PLC 进行控制的,通过数字量模块和模拟量模块采集传感器信号,实现手自动增减载,开停机和故障检测,以及把故障信号上传至上位监控计算机。
Twido PLC属于施耐德小型自动化产品家族中的一员,有13中本体单元,15种离散量扩展模块,8种模拟量扩展模块,最多可以扩展至264个I/O,现在新型的TWDLCAE40DRF更集成了以太网接口,可以通过Modbus TCP/IP 使设备直接接入以太网,使得高速数据通信和远程监控变得更容易。另外,Twido家族还增加了一个新成员-CAN open模块TWDNCO1M,通过该模块,可以实现对变频器和智能仪表等设备的高速数据通信。
3.系统构成及工艺简介
啤酒生产工艺以及原料成品的保存,空调系统所需要的冷量都是由冷冻站提供的。冷冻站有五台开启式压缩机组制冷,每台机组都是以Twido PLC为核心进行控制的,可以实现根据负荷状况自动进行增减载和开停机。通过与系统PLC的通讯,还可以实现五台机组的协调工作。五台机组共用一个蒸发冷系统。氨液经过蒸发冷系统冷却后,通过三个氨分板换机组与系统冷媒丙二醇进行换热。有三台变频泵分别控制着流进每台板换机组的丙二醇的流量,从而保证板换机组的出口温度能够保持在-4摄氏度,达到工艺要求。从板换机组出来的-4摄氏度低温丙二醇返回PG罐(丙二醇的储存罐)。由生产现场返回的高温丙二醇在PG罐的上部,从板换机组返回的低温丙二醇在PG罐的下部。根据生产工艺对丙二醇温度的不同要求,通过调节高温和低温丙二醇的混合比例,控制最终供出丙二醇的温度达到工艺要求。
4.控制系统网络结构
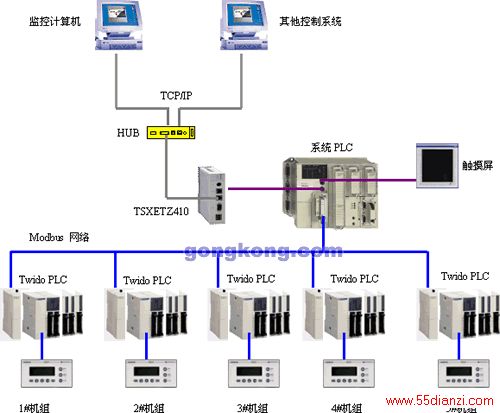
控制系统网络结构如上图所示。压缩机控制器选用Twido系列 PLC TWDLMDA20DRT,它本身所带的一个通讯口和一个文本式人机界面相连。通过人机界面可以设定压缩机的工作方式和运行参数,手动起停压缩机组,检查压缩机的运行状况,查看机组故障情况等。每一个PLC扩展一个通讯口,做Modbus从站,连在Modbus总线上,实现和系统PLC的通讯。
系统PLC选用Micro系列PLC TSX3721001。Micro系列PLC的通讯功能非常强大,支持Modbus,UN-TELWAY,TCP/IP等多种通讯协议。系统PLC扩展一个TSXSCP114通信卡,做Modbus主站,通过Modbus网络和Twido PLC通讯,监控五台压缩机的运行状况。Micro PLC TSX3721本身带两个通讯口,其中一个通信口和触摸屏连接,另外一个通信口和施耐德工业以太网模块TSXETZ410相连。TSXETZ410模块在此起到一个网桥作用,一端通过UNI-TELWAY总线和系统PLC交换数据,另一端通过TCP/IP协议挂在一个小型的工厂局域网上,这样局域网上的监控计算机就可以监控整个冷冻站的运行状况了(监控计算机上运行的是组态王监控软件)。触摸屏人机界面作为上位监控计算机的后备设备,同样能够实现监控计算机的功能,在上位监控计算机或局域网出现故障时,能够保证整个系统运行正常。局域网上其他系统的控制设备也可以通过局域网和系统PLC交换数据。
5.系统PLC实现的控制功能
系统PLC除了实现如上所述的通讯功能外,还要实现对整个系统的控制。
1.对丙二醇系统的控制。丙二醇系统流程如下图:
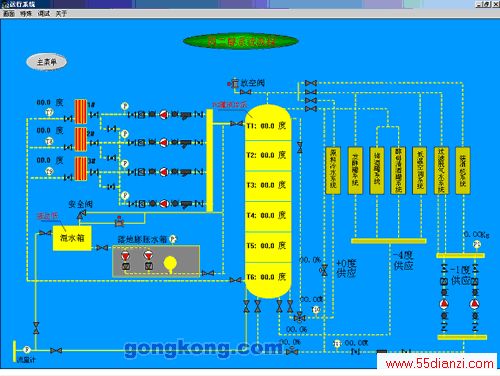
利用Micro PLC集成的PID功能块,实现对6个回路的自动控制,包括三个氨分板换出口温度,一个0摄氏度,一个-1摄氏度供液温度控制,一个恒压供液控制。利用PLC的模拟量采集模块,采集过程信号(五个温度信号,一个压力信号),与设定值进行比较(设定值在操作界面上可设定),根据偏差值运算出结果,通过模拟量输出模块,转换成标准信号控制变频器的频率和调节阀的开度。对PG罐液位的控制是通过检测丙二醇系统压力,决定是否打开放空阀和是否进行补水。
2.对蒸发冷系统的控制。蒸发冷系统流程如下图:

蒸发冷系统包括3组蒸发冷凝器,每组包括两台风机和一台循环水泵。蒸发冷系统有自动和手动两种工作方式,手动方式下,可以手动分别起停每一台风机和水泵。自动方式下,根据冷凝压力的大小,按设定的顺序开启一定数量的风机和水泵。
3.五台压缩机的协调工作。五台压缩机组既能够独立运行,也能够根据负荷情况自动投入运行和退出,这种情况下,压缩机组的投入和退出是由系统PLC决定的。系统PLC通过通讯获得每台压缩机组的工作状况,再根据负荷情况决定哪一台压缩机组投入或退出。
4.故障处理。通过数字量输入模块或通讯,采集系统内所有设备的故障状态,并根据故障等级,进行报警提示和停止相关设备等处理。通过通讯,把所有故障情况上传监控计算机。
6.总结
本系统采用工业以太网实现上位机与控制层Micro PLC的通信,使数据采集效率更高,当然,Twido PLC 家族增加了一个新成员-内置以太网功能的TWDLCAE40DRF,因此,也可以使用该Twido PLC 来提高效率,这样可以大大降低成本。
本文关键字:施耐德 啤酒生产 施耐德plc应用,plc技术 - plc应用 - 施耐德plc应用






