[摘 要]文章以150t转炉为例,从控制工艺、系统组成、解决方案、经济效益等方面详细介绍了Quantum PLC的应用实践。
[关键词] Quantum PLC,转炉,自动化控制
Abstract:This paper describes in detail the application of QUANTU PLC in 150t converter steel-making project from control technics、system compose、resolvent and economy benefit.
Key Words: Quantum PLC, converter,automation control
一、概述
本文以某钢铁厂150t转炉为背景,其自动化系统的配置使用了Schneider自动化的Quantum PLC。项目由三部分组成:转炉本体、氧枪和原料,对应三套PLC控制系统。系统模拟量约2000点,数字量点约3000点,调节回路18个。
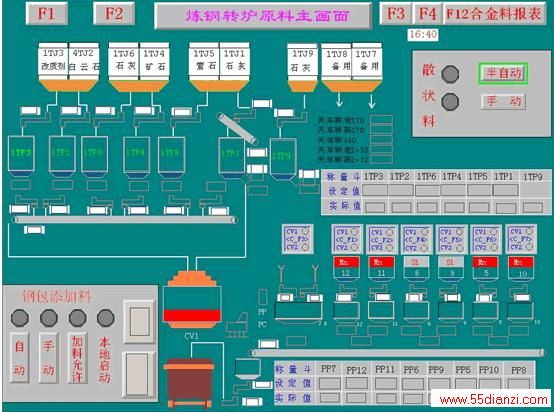
二、主要工艺图 

三、系统控制内容及功能要求
1、氧枪部分
(1)氧枪控制:检测降枪条件,控制吹炼过程中一系列连锁动作。
(2)氧枪定位控制:采用增量型编码器,自动判断出吹炼位置。
(3)变频器控制:氧枪水泵、汽包给水泵、设备水泵等重要设备全部由变频器控制。
(4)溅渣护炉:转炉的顶底复吹自动控制。采用顶吹中压氮气,将炉内剩余残渣吹至转炉炉壁上。
(5)倾动控制:对转炉进行前倾、后倾操作,保护氧枪。
2、原料部分
控制炼钢所需散装料和合金料的备料及下料。散装料和合金料通过料仓、给料器、称量料斗、溜槽、皮带机及下料溜槽进行控制及连锁,完成定量散装料和合金料的加入工作。
3、仪控部分
主要包括汽包液位及调节、除氧器水位及调节、顶吹氧气流量调节、底吹模式及流量调节、二文液压控制以及温度、压力、流量等基础数据的采集处理。
4、转炉一次除尘引风机
主要完成对风机转速控制、煤气回收各阀门控制、仪表参数的采集处理。
四、重点及难点
(1)氧枪定位采用增量型编码器,通过1756-HSC高速计数模板采集编码器的脉冲信号,经CPU运算处理成工程量位移信号。
(2)利用参数文件,实现了调用同一个画面,控制不同料仓的功能。
(3)在吹炼期和非吹炼期,风机采用高低速控制,两种速度转换时采用步进式调节。
(4)在出钢或出渣的同时可手动升降氧枪,启动刮渣器,进行刮渣。
(5)各系统间数据通讯采用环形快速以太网,在网络介质遭到破坏时,能够保证网络继续稳定运行,同时生成报警,通知维护人员对进行处理。
五、系统组成 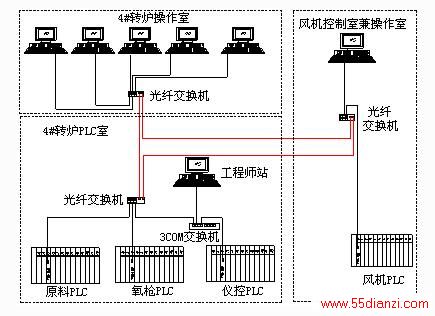
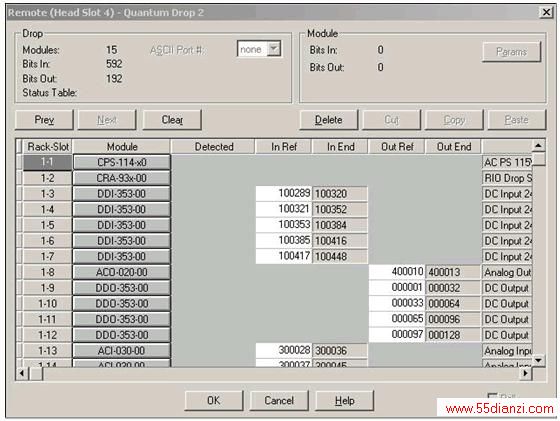
六、解决方案 
以下是氧枪PLC硬件配置 
七、操作站的主要工作
1、大数据量高速数据处理。模拟量约2000点,开关量约3000点。
2、长期历史趋势查询功能。可保存上百点的历史趋势一个月。
3、调节控制功能实现。控制调节回路18个。
4、逼真的生产工艺流程再现。工艺流程画面120余幅。
5、事件报警处理。记录时间一个月,报警条目600条。
6、快速、良好的动态响应能力。通过人机交互实现快速生产设备控制。
八、经济效益计算
主要反映在:控制系统稳定运行在钢产量综合效益中所占比例。按转炉年正常生产天数330天,每小时炼钢150吨,吨钢效益80元,控制系统所占综合效益比10%计算,则年经济效益=330x24x150x80x10%=950.4(万元)。
九、系统评价
1、高可靠性:Schneider PLC提供了更为可靠的平台。
2、开放性强:标准的工业以太网架构为系统提供了广阔的空间。
3、低故障率:较强的抗电磁辐射和干扰能力以及工业化现场设计使得PLC故障率≤1次/年。
4、适应性强:可以工作在恶劣的冶金企业环境。
5、性能优异:与主流操作系统、工业控制软件、用户应用程序的兼容性能良好,实时控制性能好。
本文关键字:施耐德 施耐德plc应用,plc技术 - plc应用 - 施耐德plc应用






