ժ Ҫ�������˶����ŷ�������OEM6450��Ӳ�������������ɹ�����������ֲë������ϵͳ�������ʵ�֡�����������ʹ�ã�����ϵͳ��̬��Ӧ�졢���ƾ��ȸߡ����пɿ���
�ؼ��ʣ�Compumotor���ŷ���������ֲë������λ
Application of Compumotor Servo Controller in NC Planting-Fibre Machine
TONG Zhi��Boo
��Zhejiang Wardi University��Ningbo Zhejiang 315040��China��
Abstract��This paper describes the hardware and software in the multi��servo controller OEM 6450��It is that succeeded by design an d realization for N C Planting-Fibre Machine on control system��It is proved that the scheme is quick dynamic��actually feasible and operation reliablein plant application for years��
Key words��compumotor��servo controller��plan ting-fibre machine��position
����
��ˢƷ����ҵ�С�����һ��ľͷëˢ��Ʒһ���ȶ�ľͷ�����������͡������ĥ�������ɡ���λ��ס�ֲë��Ҳ�Ʋ�ë�������ë��ë�����Σ���һϵ�й����������ֲë��������������ؼ����������Ʒ�IJ�ë�����������״��Ҫ������ά�����Ͼ�ȷ��λ�����������ŷ�������0EM 6450 [1]������ԭϵͳ������������ZETA6104[2]���˻�����RP240һNEMA4[3]����ʵ��ֲë��е�����ŷ����ơ�
1 Compumotor�ŷ�������
MC68HC000OEM6450�ǻ���16λ��������DSPоƬ�������ŷ���������������ר�õĶ�λ�������Ľӿڡ��ɱ��ͨ�Žӿڡ��ն˺���λ���룬�����������롣������������ӿڡ��ɱ������������ģ�������ǿ���ܡ�
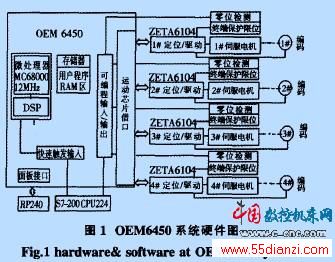
ͼ1����������0EM6450������������ZETA6104�����ӽṹ�������˻����桢���������������ص�����ʾ��ͼ�����������ֲë�����漰����Ҫ�����������м�����
��1���������Ա�̣�Compumotor����ʹ���Լ�����6000[4]ϵ���������ԣ������ı��ṹ�� �ɱ�̿�����s7��200[5]����STEP7MiroWIN����ͼ���ԡ�
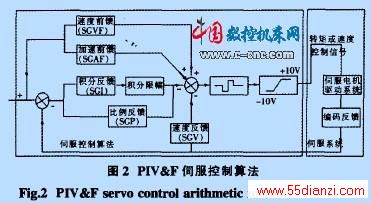
��2���ŷ������㷨����λ����������������߰�PIV&F�����㷨��Ӧ����ʹ�ñ�������SGP�����ַ���SGI���ٶȷ���SGV���ٶ�ǰ��SGVF�ͼ���ǰ��SGAF��ָ������㶨λ����������̬���ܵ�Ҫ��ͼ2����רҵ��ѧ��PLC����Ӧ�ÿ�����
��3������״̬�Ĵ�����8���˫�ֽڵĿ���״̬�Ĵ������� R��Fste Status Registers����������17��ȱʡ�ı�FSR��Ϣ����������ٶȡ�����������״̬���ɱ����룯���״̬�ȵȡ��û���ͨ��ָ��Ե������˲����е����ݽ������á��û�ͨ��RP240��ȡFSR���Կ��ƶ���״̬����ʵʱ��ء�
��4���ɱ����������������㶯����ͣ�����������ᵥ�����ƣ���PLC����������
��5���˻����棺RP240�ں�INTEL8051��������������洢���������ָ����ͨ��RS232C����������ͨ�ţ������������ʾ��壬�Ŀ��Ƴ���ؿ��Ƶȡ�RP240����ָ����DCEAR �������ʾ����DPCUR����ʾ��꣩��DWRITE ����ʾ�ļ�����DREAD �������ݣ���DREADF�������ܼ�״̬����DVAR����ʾ��������DJOG������㶯ģʽ����
��6�������ŷ���������ZETA6104���ڶ�λ��������������ͨ�š���⡢���Ƽ�����Ϊһ��ĵ�·��ֱ����������������ŷ������ʵ��һά��λ�������ж�����ӿڡ�������������롢�ն˺���λ���롢���������ź����롢�ɱ�����������ȡ������·�����ʽ�в����ʹ������������·�����������űۻ����������ܡ�������Դ110V��Ƶ��������ϵͳΪ��ߵ������Ӧ�ٶȺͽ��߷�������ô�����
��һƪ���Զ������������е�����






