在液压摆式剪板机的控制过程中,采用可编程控制器对自动剪板机进行控制,它较好地解决了采用继电器-接触器控制,控制系统较复杂,大量的接线使系统可靠性降低,也间接地降低了设备的工作效率这一问题。
1、液压摆式剪板机简介
当前我国机械制造业大量的通用设备在发展现代机械自动化技术时,可以有多种技术路线选择。用可编程序控制器改造通用机床、专用机床、组合机床及自动设备与半自动设备组成的生产线,是一条低成本、高效益,符合我国国情的机械自动化技术发展应用新途径。
液压摆式剪板机是一种精确控制板材加工尺寸,将大块金属板材进行自动循环剪切加工,并由送料车运送到下一工序的自动化加工设备,其整个工艺过程很符合顺序控制的要求,所以,在控制过程中,采用可编程控制器对自动剪板机进行控制,它较好地解决了采用继电器-接触器控制,控制系统较复杂,大量的接线使系统可靠性降低,也间接地降低了设备的工作效率这一问题。因此,将plc应用于该控制,具有操作简单、运行可靠、抗干扰能力强、编程简单,控制精度高的特点。在控制的过程中,剪板机剪板的个数可根据工艺参数方便的修改,而且利用光电接近开关检测板料状态非常准确。
2、设备结构
液压摆式剪板机是一种精确控制板材加工尺寸,将大块金属板材进行自动循环剪切加工,并由送料车运送到下一工序的自动化加工设备,其结构及原理如图1和图2所示。

图1 设备外形
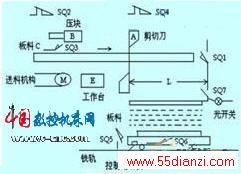
图2 液压摆式剪板机原理图
上电后,检测各工作机构的状态,控制各工作机构处于初始位置;进料,由控制系统控制进料机构将待剪板料自动输送到位;定剪切尺寸,采用伺服电机控制挡料器位置保证精确的剪切尺寸,其尺寸可是定值也可以设置为循环变动值;压紧和剪切,待剪板料长度达到设定值后由主电动机带动压料器和剪切刀具,先压紧板料,然后剪断板料;送料车的运行,包括卸载后自动返回;剪切板料的尺寸设定、自动计数及每车板料数的预设定;具备断电保护和来电恢复功能;能实现加工过程自动控制,加工参数显示,系统检测。
3、液压摆式剪板机工作原理
液压摆式剪板机工作过程可进行点动、单次和连续三种动作选择。
点动:选择点动操作档位,踩下脚踏慢进,下压剪切机构自动下压,碰下行程开关停止下压;下压过程松脚踏慢进,停在当前运行位置;下压过程踩下脚踏回程,下压剪切机构自动回程,碰上行程停止回程;回程过程松开脚踏回程,停在当前回程位置。
单次:设定保压时间,卸压时间,水平挡料进退距离,调整好水平挡料位置;选择单次操作档位,下压剪切机构不在上行程开关位首先自动回上行程开关位;踩下脚踏慢进,下压剪切机构自动下压;碰下行程开关时,水平挡料机构后退设定距离,同时自动进行保压;保压时间到自动进行卸压,卸压时间到下压剪切机构自动回程,同时水平挡料机构自动前进设定距离;碰上行程开关,单次剪切动作结束。
连续(工步):
1) 设定保压时间,卸压时间,水平挡料进退距离,调整好水平挡料位置;
2) 设定工步数以及每个工步的当料位置、剪板张数;
3)选择连续操作档位,下压剪切机构不在上行程开关位首先自动回上行程开关位;踩下脚踏慢进,下压剪切机构自动下压;碰下行程开关时,水平挡料机构后退设定距离,同时自动进行保压;保压时间到自动进行卸压,卸压时间到下压剪切机构自动回程,同时水平挡料机构自动前进设定距离;碰上行程开关,一次剪切动作结束,进行下一次剪板。
4)当前工步剪切次数完成,碰上行程开关,水平挡料位置自动进行调整,进入下一工步剪切动作。
5)所有工步动作完成,碰上行程开关,连续剪切动作结束。
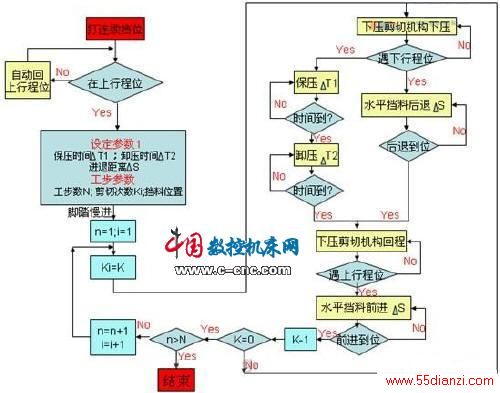
图3 工步工作流程图
本文关键字:剪板机 机床,应用领域 - 机床
上一篇:复合石蜡材料在数控加工中的应用






