摘 要:针对龙门刨床机械式进刀量控制机构的结构特点,采用PLC为主控制器,以变频器作为控制电源,研制了一种龙门刨床刀架自动进给控制系统实践表明该系统设计先进、操作方便、运行可靠。
关键词:龙门刨床;刀架进刀机构;可编程序控制器;变频调速器
中图分类号:TG551.2 文献标识码:B
传统的龙门刨床电控系统采用接触器和继电器,时常发生触点故障。本文着重介绍一种运用PLC控制调速器,结合减速装置实现的刀具自动进给控制系统。该方案替换了原机械进刀机构,提高了进刀精度和可操作性,并具有很好的可移植性,可广泛应用于各种机床的进刀系统。
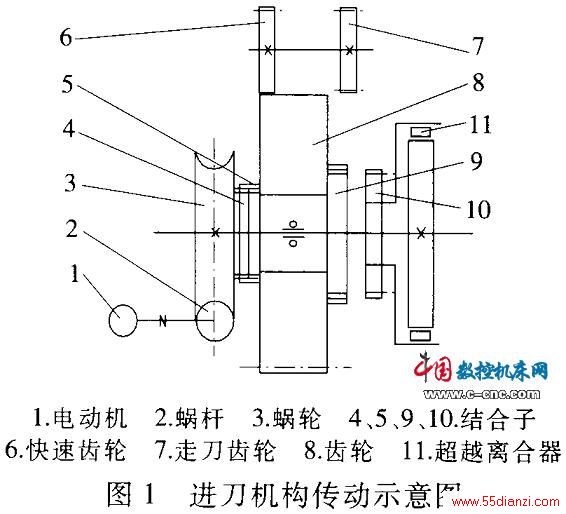
以BQ2020型龙门刨床电器控制系统为例,它的机械进刀传动示意图见图1。电动机1传动蜗杆2带动蜗轮3转动,齿轮8处在左位时,结合子4和5结合,进刀机构处在进给工位。当齿轮8处在右位时,进刀机构处在快速工位,结合子9和10结合,超越离合器11带动齿轮8旋转。通过改变超越离合器转动的角度,使齿轮8转动不同的角度,从而获得刀架不同的进给量。在实际使用过程中表现出机械冲击大、电器故障多、进刀不均或进刀无力的缺点。本文提出的自动进给控制方案,可以有效地解决这些问题。
一、整体改造方案
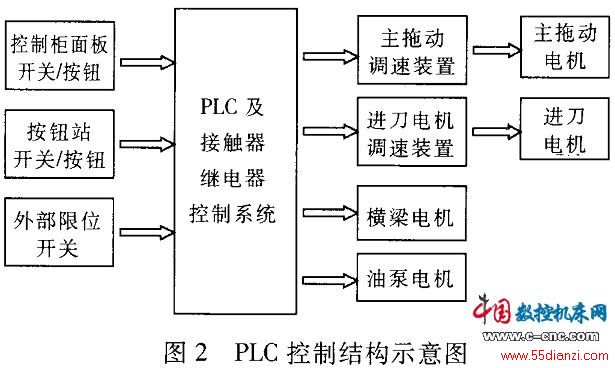
改造后的龙门刨床主控系统采用PLC可编程控制器,实现其全部工作过程自动控制。包括横梁上下、刀架移动、抬刀落刀、工作台自动往复运动及联锁保护和报警等。PLC的硬件设计基本上按照常规进行。本设计中不直接用PLC的输出继电器带动交流接触器,而是在每个输出触点后面增加了一个24V的直流继电器,用该继电器的触点驱动负载,不仅可以扩展输出点数,提高通用性,也对PLC的输出继电器起到了保护作用。其中工作台拖动电机的启动、停止、正反转以及转速调节由PLC控制调速装置完成,取代原有的继电器接触器控制系统和交直流发电机组拖动装置。横梁升降仍然用原有的电动机,抬刀仍然保留原有的电磁铁,但是都由PLC统一控制。龙门刨床的整体系统控制结构如图2所示。
本文着重介绍刀架自动进刀控制系统的改造方案。
二、刀架自动控制方案
1.刀架工作方式
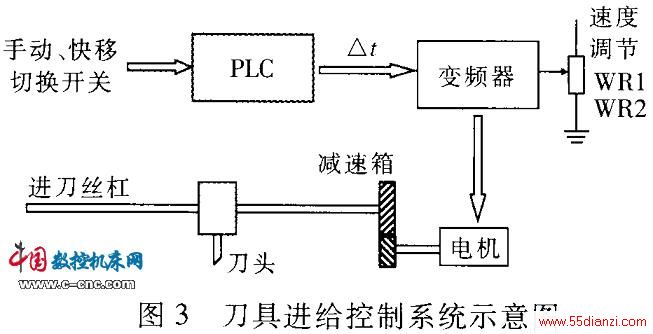
刀具进给控制系统如图3所示。龙门刨床的刀架分为垂直刀架、左侧刀架和右侧刀架,其动作原理基本一样,现以垂直刀架为例说明。