某柴油内燃机生产线上有一道工序是对缸体端盖螺栓组拧紧加工,螺栓组拧紧的顺序和预紧力的大小决定了各个螺栓受力是否均匀以及被连接件的紧密性,为保证装配质量该工序严格规定了螺栓组拧紧的顺序、各个螺栓预紧力、螺栓旋入角度等参数,如图1所示,图上的数字表示螺栓拧紧的先后顺序。
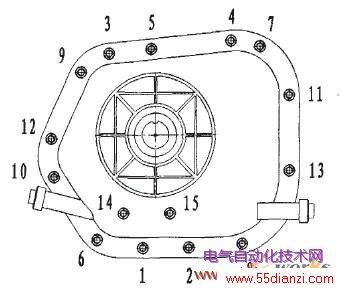
图1 螺栓拧紧顺序示意图
为保证装配质量,有两种方案可供选择:1)装备自动拧紧机器人设备,虽然可以保证装配质量,但这样的设备昂贵复杂,对于现场条件来说,初期投资过大,维护难度高。2)购买电动拧紧机,通过人工选择被拧螺栓,将拧紧器手柄对准螺栓后扣动扳机,拧紧机按预先设置好参数进行拧紧,如此逐个拧紧。虽然这种方式设备成本比机器人要低很多,但由于该内燃机有多个不同型号的产品,其螺栓数量、预紧力、拧紧顺序各不相同,人工选择难免会犯错误,影响装配质量。因此需要一个辅助监控系统监控人工操作,该系统可以通过工件上的条码识别工件型号,并逐个提示工人被拧紧螺栓的位置,并对工人的工作进行监控,如果工人拧紧的顺序发生错误,则拒绝加工并发出警告,每加工完一个螺栓,都判断加工是否合格,如果合格则提示加工下一个,否则提示继续加工本螺栓,直到该工件所有螺栓加工完毕,提示工人加工合格,放行当前工件,进入下一工件操作。从而避免拧紧参数及拧紧顺序错乱。
1 系统结构及功能
如图2所示,系统由上位机、西门子S7-200 PLC、扫描枪、拧紧机、电感式接近开关、PPI/PCI电缆、通讯接头等组成。条码扫描枪的通讯接口为串口,使用一个RS232转485的接头将扫描枪与PLC通讯端口相连接,扫描枪读取到的字符即可传递给PLC来判断工件型号。PLC使用PPI/PCI电缆与上位机相连接并完成数据交换。使用PLC的数字量输出对拧紧机进行参数宏选择,不同输出点对应不同的参数宏,各参数宏中的拧紧参数提前在拧紧机中设置好,包括预紧力、旋转角度、螺栓数量等。接近开关按螺栓组的分布形状布置在活动机架上,其信号发送至PLC数字量输入口,用来检测拧紧器将要加工的螺栓是否符合规定顺序,如果顺序正确,即可加工,否则禁止加工。单个螺栓加工完成后,合格信号由拧紧机的数字量信号反馈给PLC。

图2 系统结构图
3 软件设计
3.1 PLC获取条码信息
PLC采用自由通讯口方式读取条码的信息,即CPU的串行通信接口可以由用户程序控制,可以用发送指令、接受指令、接受完成中断、字符接受中断和发送完成中断来控制通信过程主要用到SMB30寄存器设置接受指令参数。SMB30用于设置端口0的通信波特率、奇偶校验、数据位数目等参数。
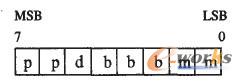
pp:奇偶校验控制字,d:每个字符的数据位,bbb.自由端口波特率,min:协议选择
本系统的SMB30设置为0000100l,即参数为:无校验、8位数据位、9600波特、自由端口协议。
使用接受指令RCV接收COM端口的整条消息,然后在完成消息接收后,生成程序中断。通过指定的通信端口(PORT),接受的信息存储在数据缓冲区(TBL)中。数据缓冲区第一个字节用来累计接收到的字节数。
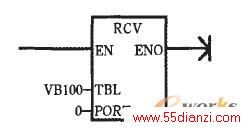
图3 RCV指令
3.2 PLC逻辑控制程序
PLC的控制程序采用西门子的编程软件STEP7完成,编写完成之后通过上位机传送给PLC,其程序结构流程如图4所示。
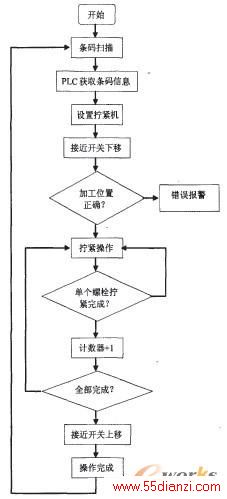
图4 程序流程图
当工件被送至操作位,先使用扫描枪扫描工件条码,PLC针对条码信息判断工件型号,并设置拧紧参数宏。随后布置有接近开关的机架移动至工件的正上方,上位计算机提示工人首个被拧紧螺栓位置,工人将拧紧手柄移至该螺栓加工位,同时接近开关判断拧紧器是否在正确的操作位置,如果操作位置正确,允许工人操作,否则禁止工人操作,并在上位显示器上进行报警提示。当前螺栓加工停止后,拧紧机判断加工是否合格,并将判断结果发送给PLC,若合格,则上位机提示下一个被加工螺栓位置;否则提示本螺栓未完成请继续加工,直至盖螺栓加工合格。如此循环直至该工件所有螺栓拧紧完成,接近开关布置架上移,放行本工件,进行下一个工件的操作。
3.3 上位机程序
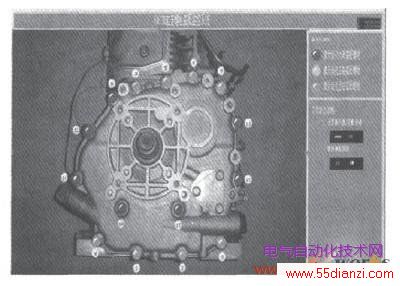
图5 上位显示画面
如图5所示,上位机程序采用组态王编写,通过PPI/PCI电缆与PLC连接,当PLC判定型号后,上位机程序调取辅助画面,画面中的被加工螺栓通过红绿交替闪烁提示工人操作,操作完成之后读取PLC中状态变量判断加工是否合格,加工合格后画面显示为红色表示该螺栓加工完成,然后闪烁提示下一个被加工螺栓位置。操作人员按照规定的顺序将所有螺栓拧紧,则提示当前工件加工完毕,放行本工件,并进入下一工件操作,如此反复。
4 结束语
现场实际使用表明本系统满足工艺要求,并具有具有可靠性好,实时性高,工作稳定等特点。避免了人工装配质量的不稳定性,大大的降低了次品率,而且投资较少,适合于不具备装备全自动拧紧机器人条件的生产线,以较低的成本获得一个较高的装配质量。






