摘要:本篇主要内容介绍永宏PLC在自动上膜机上的开发与应用过程。
关键词:永宏 可编程控制器 上膜机 涂布设备
1. 引言
传统的上膜机是依靠人工用刮槽来上胶,这样不但生产效率低,而且对操作人员的技术要求也很高。这种方法显然已经跟不上发展。用PLC控制大大提高了生产效率与精确性。降低了生产成本。广泛应用于网版印刷行业。
2. 自动上膜机操作方法
(1)按下控制面板上的电源开关按钮,指示灯亮。待3~5秒人机界面将打开显示初始界面
(2)点击NEXT键进入自动页面,在自动页面里面进行相应的参数设定,根据网版的实际高度输入高度数据,输入上膜的运行速度,进胶时间,退胶时间,前刮胶和后刮胶等参数,参数设定完成后按启动按钮便进入自动运行状态中。
(3)在自动页面中点击CLICK Here进入手动操作页面。在手动页面要先设定上膜速度,设定完成了后按相应的按钮便可以手动操作相应的动作。点击Home返回首页,点击NEXT回到自动页面。
3. 控制器选型以及控制过程介绍
自动上膜机由两个电机控制,电动机上带有编码器。控制器采用台湾永宏的FBs系列PLC:FBs-40MA。其中开关量输出主要控制阀门。相关的输入采用人机界面来控制,人机界面采用台湾永宏的FV-057NT-C11的人机界面。
编码器计数采用永宏PLC高速计数通道进行计数。
主体控制流程如下:

4. PLC程序控制
压框和上膜升降控制单元
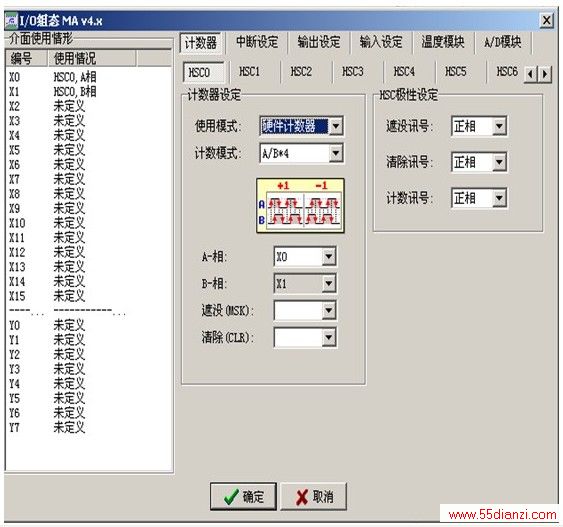
压框和上膜升降高度是由编码器控制,编码器将高速脉冲传送到PLC使用方法如下:
永宏PLC 在程序里数据读取:

下图是高速计数I/O设定:
永宏PLC FBS系列具有高速计数功能,可以根据速度及精度选择不同型号的PLC,其中MA机型的最高计数速度可以达到20KHZ.选配不同的型号,大大的提高了在实际操作中的灵活性。
逻辑控制部分程序如下:

5. 人机操作界面
通过使用永宏FV-057ST-T10人机界面修改参数来控制网版高度,速度和时间:
主画面如下图:

手动画面

6. 结束语
网版自动上膜机,广泛应用于印刷行业:大致主要工作过程
本系统已经成功的在网版印刷行业使用,永宏产品受到客户的认可。由于产品的篇幅有限,涉及系统的相关内容,在文下可以再做细节探讨。
参考文献:
[1] 永宏可编程控制器使用手册I 和使用手册II. 永宏人机使用手册
台湾永宏电机股份有限公司
本文关键字:暂无联系方式永宏plc应用,plc技术 - plc应用 - 永宏plc应用






