����1.����
��������˿���Ǿ����ٷ�˿��������Ԥȡ��˿(POY˿) �ĺ�ӹ��豸��ͨ����POY˿���м��ȡ�������ǣ�졢���͵ȹ��ռӹ����Ƴ������ȶ����߱��������ܵĵ���˿(DTY˿)����װ�����㹤��Ҫ���ɴ������������֯��ӹ��á�����
������ͳ����˿������ֱ���������ϵͳ�����ڵ��ά����������е���ִ����ṹ���ӡ��ı乤�ձ���ͣ���任���ճ��ֵ�ȱ�㣬�����Ϊ���͵ı�Ƶ����ϵͳ��ȡ�������ñ�Ƶ������ϵͳ�ĵ���˿��ͨ����̨��Ƶ���������������������������˹��ճ��֣����˴���ϵͳ�ṹ�����Ҽ����˼ӹ���װ�乤�����������ϵͳ�ɿ��ԣ�ͬʱ�������˽�������ɱ�����Լ��Դ���ģ���Ӧ�û��г�С��������Ʒ�ֵĹ��ձ仯��Ҫ����
�������ٵ���˿���Ĵ���ϵͳ����4��ǣ������(��ι�������ι������� ι��������ƹ�)�Լ���������������Ħ�����ͺᶯ����Ҫ�����������ͬ�����С������ɵ���ͬʱ��֤��ת������˿�ߵ������㶨������Ƶ�������ĸ����ת���ȶ�����̬���پ���С��0.1%�����һ��������ֱ�Ƶ���ٿ��Ʒ������첽����ջ�ʸ�����ƺ�ͬ������������ơ�����ͬ���������ʱ��ϵͳ���ƱȽϼ���ͬ������ijɱ����첽����ߺܶࣻ�����첽����ջ�ʸ�����ƣ���Ϊ��Ҫ�����ٶȷ�����ϵͳ��Ը��ӣ����ɱ��ϵ͡����⣬���ٵ���˿�����¶ȿ��Ʋ���һ������¶Ȳɼ�����PLC����PID���㡢ͨ����������(PWM)����ɿع���Ƽ������ķ�ʽʵ�֡�����
����2.����ϵͳ����
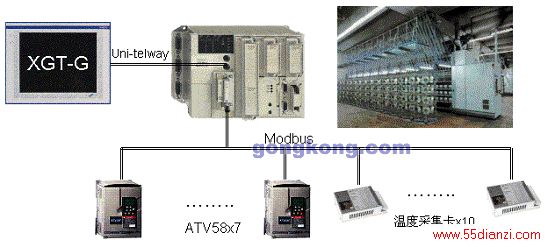
�������ٵ���˿���Ŀ���ϵͳ����Micro PLCΪ���ƺ��ģ���CPUģ��������ModbusͨѶ��չ��(TSXSCP114����Ϊ��վ)������ATV58F��ATV58(��VW3A58202������������չ��)ϵ�б�Ƶ��(����Modbus�ӿڣ���Ϊ��վ)��ͨ��Modbus����ͨѶ���Ʒ�ʽʵ�ִ���ϵͳ�Ŀ��ƣ��¶ȿ��Ʋ��֣����ô�Modbus���߽ӿڵ�ר���¶Ȳɼ���(��Ϊ��վ)��ͨ��ͬ����Modbus���߽��¶��źŲɼ���Micro PLC�������趨�¶ȱȽϵ�PID�����ͨ������������������ͬʱ����Magelis XBT-G 10.4���ڰ״�����ʵ�����ٶȡ�ǣ�챶���������¶ȵȹ��ղ������趨�Լ�����ϵͳ�ļ�ء�����ϵͳ�������ϴ���Micro PLC��CPUģ���ϣ�ͬʱ������32K�ڴ���չ��(TSXMFP032P)��
����
����
����3.����ϵͳ���
����ATV58/58F��Ƶ�����ô��ٶȴ����������ıջ���ͨʸ�����Ʒ�ʽʱ����̬���پ���Ϊ0.02%����ȫ������ٵ���˿���ĵ���Ҫ�� ���⣬ATV58F��Ƶ�������������������ӿڣ���������Դ��ѹΪ+5V������ATV58��Ƶ����Ҫ����VW3A58202������������չ������������ѹ��ѹΪ+24V��
������ATV58/58F��Ƶ��������Modbus�ӿ�(���������ӿ�)������ͨ��ͨѶ���Ʒ�ʽ���п��ƣ����ƾ���Ϊ1ת(�൱��0.015Hz)���Ա�Ƶ������ͨѶ��ʽ���ƣ�����������Ч���ͳģ�����źſ����������Ĺ�ģ���ź�ģ/��ת�������������⣬������ݴ���Ŀɿ��Ժ;��ȣ�ͬʱ�������ؼ��߷�ʽ����ʵ����Ϣ��˫��������
����ATV58/58F��Ƶ�����õ�Modbus�ӿ�������ΪRS485������Modbus RTU��ʽ (8������λ��1��ֹͣλ����У��λ)�������ʱ���Ϊ19.2Kbit/s�����ӽ��ʿɲ�������˫���ߣ��������ɴ�1000 �ף����������Ƶ����������ӱ�Ƶ�����Ϊ18̨���ýӿ�(SUB-D9)RS485�ܽŶ��弰ƥ���ն�����ͼ��
����

����
����ʹ��ATV58/58F��Ƶ������Modbus�ӿ�ʱ��Ҫͨ���������Ԥ�������������ã�
�������Ʋ˵� (CTL: 4-CONTROL)
���������� (LCC: Keypad Comm.) �C No (ȡ��������)
������Ƶ����ַ (Add: DriveAddress) -- 1,2,��, 31 (Modbus��վ��ַ)
����Micro PLC�������PL7 Pro�ṩ�ḻ�Ŀ⺯��(Library Funtion)����PID��PWM����ָ��ȣ�Ϊϵͳ����ṩ�����ı�����
���Ĺؼ��֣�ʩ�͵� ʩ�͵�plcӦ����plc���� - plcӦ�� - ʩ�͵�plcӦ��






