[摘要]:[关键词]: 编码器 电机 pid 流量计
系统概述粗纱工序是纺制细纱前的准备工序,主要包括以下四个主要工序:
(1).牵伸(罗拉):进行5~12倍的牵伸,分担细纱机的牵伸比。
(2).加捻(锭翼):给牵伸后的须条加上适当捻度,使纱具有一定的强度。
(3).卷绕(筒管):将加捻后的粗纱卷绕在筒管上,便于贮存、搬运。
(4).成形(龙筋):卷绕成两端成锥形的粗纱,便于细纱机的退绕喂入。
近年来,随着电力电子与自动化技术在各行业的广泛应用与深入普及,为满足进一步提高纺机竞争力的内在要求,实现粗纱机高速、高效、高度机电一体化已是国内外粗纱机发展的必然趋势。代表当今最高技术的新型粗纱机的传动系统结构见图1所示,整机采用四台变频控制的电机分别来实现粗纱的牵伸、加捻、卷绕、成型工序。

图1 四电机粗纱机传动原理图
方案原理图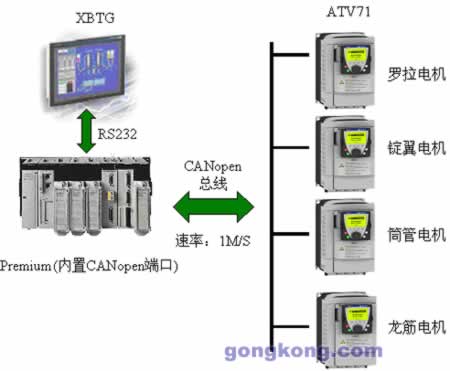
图2 四电机粗纱机传动方案原理图
在四电机传动粗纱机的控制系统中,采用Unity Premium PLC(TSX P57 0244M)作为控制器, 进行粗纱机工艺数学模型的计算和速度闭环和张力闭环控制。四台施耐德电气公司的高性能、高精度ATV71变频器分别控制罗拉电机、锭翼电机、筒管电机及龙筋电机,以实现粗纱机的牵伸、加捻、卷绕成形等工艺要求。同时配Magelis XBT-G 10.4” 彩色STN触摸屏(XBT G5230)进行操作和系统监控。整个系统通过Unity Premium PLC和ATV71组成通讯速率高达1M的CANopen现场总线。
Premium+ATV71+XBTG方案硬件配置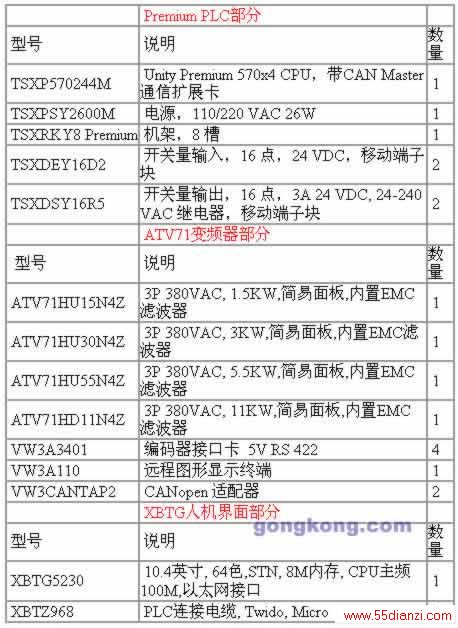
控制特点
控制器:Premium PLC完成数学模型计算、逻辑控制、张力闭环及CANopen通讯,系统稳定可靠,编程简单。为保证粗纱质量,四台电机的调速和同步控制要求数据刷新速度至少为50ms,通过Unity Premium PLC和ATV71组成CANopen现场总线,应用Unity Premium PLC的高效的数据处理能力和处理速度,以及CANopen总线高速传输和周期性、同步数据交换功能,可以很好地满足四电机传动粗纱机的实时调速及同步要求。
速度环:4台ATV71(采用编码器反馈的矢量控制模式),由ATV71自身完成。ATV71系列变频器是施耐德电气公司推出的基于现代控制理论矢量控制技术的具有高性能和强大功能的全系列变频器,功率范围0.37~500KW,频率范围0~1000Hz(≤37KW),0~500Hz (>37KW)
;调速范围1~100(开环),1~1000(闭环);调速精度为10%(开环), 0.01%(闭环);过力矩能力为170%60s或220%2s。具有开环/闭环切换、摆频功能、给定值存储、PID调节以及各种保护等先进功能;集成EMC A级滤波器;无传感器电机控制;内置可编程控制卡。在四电机传动粗纱机控制系统中,ATV71采用电流矢量闭环控制模式,可以实现零速度下满力矩,满足了粗纱机对低频传动的特定要求。
张力环:通过CCD反馈,由Premium PLC完成。通过CCD反馈检测粗纱张力的变化,应用Premium PLC的PID函数功能,对四台变频器之间的速度比进行实时修正,能有效克服由于温度、湿度及纱线品质不一致引起的张力波动,达到恒张力纺纱的目的。
高速通信:速率高达1M的CANopen总线。CANopen总线是基于CAN BUS的高层协议,秉承了CAN总线的抗干扰性强、高速、实时的优点,另外CANopen应用PDO、SDO、NMT等通讯对象,方便了总线的管理和应用。CANopen应用于四电机的粗纱机,可确保四电机之间速度的同步。
本文关键字:电机 控制系统 施耐德电气 粗纱机 施耐德plc应用,plc技术 - plc应用 - 施耐德plc应用






