台达PLC以及HMI在油压车床上的应用
点击数:7889 次 录入时间:03-04 12:00:56 整理:http://www.55dianzi.com 台达plc应用
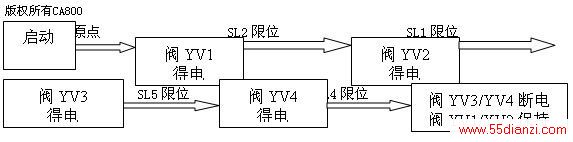
(6)全自动工艺流程:开车启动,恢复原点,阀YV1得电,下托板前进碰到下托板慢进限位SL2后阀YV2得电下托板开始慢进,下托板慢进碰到前进到位限位SL1后执行下托板延时(图六)的设定值,时间到后阀YV1,YV2断电下托板回退,碰到回退到位限位SL3信号后上托板前进阀YV3得电上托板前进,上托板前进碰到上托板慢进SL5限位后,上托板慢进阀YV4得电,上托板慢前进碰到前进到位限位SL4后执行上托板延时(图7)的设定值,时间到后阀YV3,YV4断电上托板回退,上托板回退碰到回退到位限位SL6信号后下托板前进阀YV1再次得电进入下一个循环。

4.3 设备系统保护
在人机界面内通过宏指令读出系统设定时间,分别赋值给不同的数据寄存器,如图8所示,运行过程中通过自定义输入时间年月日和系统本身时间进行监控比较,程序判断当系统时间超过设定时间时,系统自动停止运行,如图9所示。


5 结束语
本项目已经通过设备调试,各项性能指标达到设计指标。台达PLC,人机界面在表壳等小五金加工油压车床设备当中的成功应用,得到客户的好评。
上一页 [1] [2]
本文关键字:车床 台达plc应用,plc技术 - plc应用 - 台达plc应用






