AB Control Logix5000 PLC故障及分析
AB Control Logix5000 PLC故障及分析
点击数:7102 次 录入时间:03-04 12:01:16 整理:http://www.55dianzi.com 台达plc应用
【必看】AB Control Logix5000 PLC故障及分析
摘要 介绍了PIC在使用过程中可能出现的各类故障及其判断方法,并提出解决办法。
PLC(可编程控制器)在石油管道系统如铁岭一大连输油管道及大庆一铁岭输油管道得到了广泛的应用,下面以AB公司的ControlLogix5000 PLC应用为例,对PLC在使用过程出现的故障现象加以归类,并提出处理各种故障的办法。
一、故障查找
一般来讲,PLC由控制器模块、I/O模块、通信模块、网络模块、接口模块五大模块组成。而控制器模块是整个PLC系统的核心,故障现象一般会通过控制器反映出来。
1.根据控制器面板指示查看故障(参见图1)
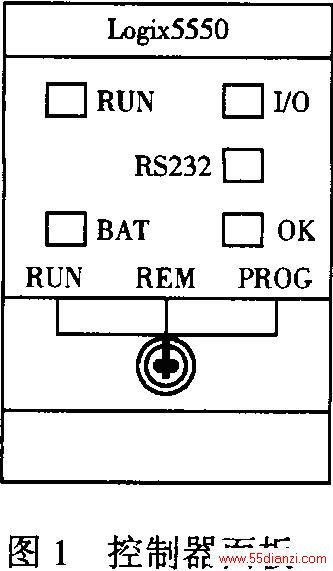
RUN指示灯:熄灭,没有任务在运行,控制器处于编程方式或测试方式;绿色,有一个或多个任务在运行,控制器处于RUN方式。
I/O指示灯:熄灭,没有组态I/O通信;绿色,与所有组态设备通信正常;绿色闪烁,有一个或多个设备未响应;红色闪烁,没有与任何设备通信;控制器故障。
OK指示灯:熄灭,要连接电源;绿色闪烁,可恢复故障;红色闪烁,控制器故障、清除故障、清除内存;更换控制器;绿色,控制器正常工作。
RS232指示灯:熄灭,未激活;绿色,正在接收数据或传送数据。
BAT指示灯:熄灭,电池可以支持内存;红色,电池不能支持内存,没有电池,需要更换电池。
2.利用编程软件Rslogix5000查看故障
(1)将光标置于Controller quick start之上;
(2)点击鼠标右键并选择Properties(属性);
(3)选择Major Faults(主要故障)选项或Minor Faults(次要故障)选项即可查看当前故障信息。
二、故障处理
一般来讲,控制器主要检测三种故障类型:硬件故障、主要故障和次要故障。
硬件故障:控制器硬件产生故障。控制器将被关闭,用户必须修理或更换控制器。
主要故障:一种硬件或指令故障。产生故障时将置位主要故障位并处理逻辑故障程序以试图清除故障条件。如果故障逻辑程序不能清除故障,将停止执行逻辑程序,控制器停车,输出进入组态状态。
次要故障:一种硬件或指令故障。产生故障时将置位次要故障位。但允许继续进行逻辑扫描。
1.硬件故障一般处理
(1)先关闭控制器电源,重新上电;
(2)重新加装程序;
(3)再次运行程序。
如果连续遇到硬件故障,则需更换控制器。
2.主要故障处理
主要故障影响程序的运行,如果故障不能清除,控制器将进入故障模式并关闭。
(1)主要故障包括:①指令执行,当执行逻辑程序时出现问题。②其它情况,如电源掉电、I/O模块故障、任务看门狗、模式转换等。
主要故障中,I/O模块检测不到或连接I/O模块失败是比较常见的。用户可以将模块组态成一旦模块与控制器丧失连接,即在控制器产生一个主要故障。每一个 I/O模块都有一个指示出现故障的状态位。用户的控制应用程序应监控这些状态位。如果产生了任何故障,用户应用程序应该采取适当措施,例如在控制方式下关闭系统。
(2)控制器有两种级别的主要故障处理程序:①程序故障例程。每个程序都有自己的故障例程。当产生指令故障时控制器将执行程序故障例程,如果程序故障例程未清除故障,或程序故障例程不存在,则控制器将继续执行控制器故障处理程序。如果控制器故障程序不存在或不能清除主要故障,则控制器将进入故障模式并关闭。②控制器故障处理程序。所有的非指令故障(I/O、任务看门狗)都将执行控制器故障处理程序(不调用程序故障例程)。
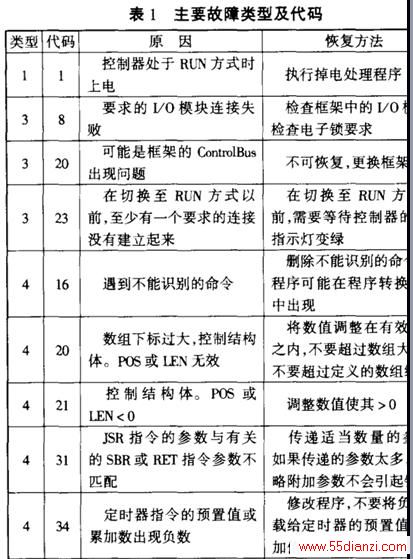
(3)检查清除主要故障必须遵循以下步骤:①根据主要故障的类型,执行相应的操作。先创建一个程序故障例程,每个程序都可以有自己的故障例程,当用户组态程序时可以指定故障例程。用户只有在利用编程软件改变程序组态时,才能改变故障例程。再创建控制器故障例程。控制器故障处理程序是一种可选任务,当主要故障不是指令执行故障或程序故障例程时则执行控制器故障处理程序。②创建一个用户定义结构体来存储故障信息。该结构体可以和用户用来存储主要故障信息的结构体相同,但是必须遵循一定格式(在此略去)。③检查故障类型及代码以确定产生了哪一种故障,并采取适当的措施。主要故障类型及代码见表1。④用户还可以利用控制器上的钥匙开关来清除主要故障。先把钥匙开关切换到PROG方式,然后切换到RUN方式,之后再切换回PROG方式。
3.次要故障处理
次要故障不影响控制器的运行,控制器可以继续执行,不过为了优化程序执行时间和确保程序精度,用户应该识别和修理次要故障。
(1)次要故障包括:①指令执行,在执行逻辑时出现问题。②其他,如任务看门狗、串行口、电池等。
(2)指令执行次要故障处理:①创建一个用户定义结构体来存储故障信息,该结构体可以和用户用来存储主要故障信息的结构体相同。但是必须遵循一定格式,同处理主要故障中第2条定义相同,不再赘述。②监控S:MINOR以确定次要故障何时产生。③使用一条GSV指令即可获得当前程序(THIS)的MI一 NORFAULTRECORD。指令中的目标(destination)应该是用户在上面指定的用户定义结构体类型的标签。④采取适当的措施来相应次要故障(典型的,如修改逻辑错误)。
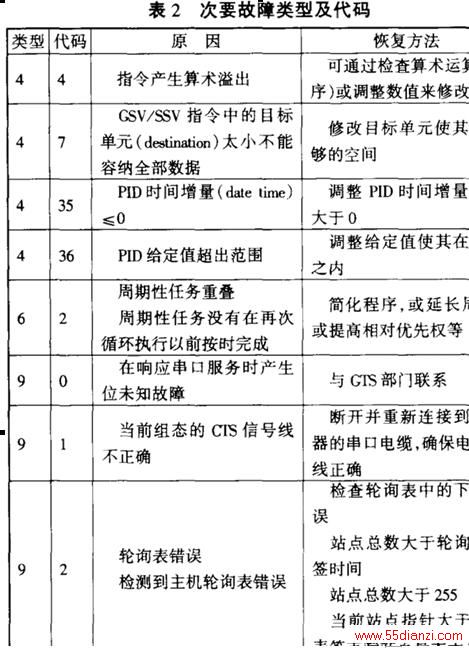
(3)其它次要故障处理:①创建一个DINT型标签用以保存FAULTLOG对象中的MinorFaultRits(次要故障位)记录。次要故障类型及代码见表2。②利用一条GSV指令即可获得 FAULT一LOG对象中的MinorFaultRits (次要故障位)记录。目标(destina-tion)应该是用户创建的DINT型标签(方法同上)。③查故障位以确定故障类型并采取适当的措施。一般来讲,次要故障不需要清除。
在PLC的编程和实际应用中,根据以上方法处理各种故障非常方便。总体来讲,PLC在工业生产中产生的故障主要有两类:一为I/O模块故障,如I/O模块连接失败或I/O端子继电器出现故障;其次为电源掉电,必须重新加载程序。
本文关键字:暂无联系方式台达plc应用,plc技术 - plc应用 - 台达plc应用






