设置好的变频器参数点击后此按钮就会显示,等待大约10秒后,参数设置完毕,按钮状态恢复。

图4变频器参数写入画面
点击此处查看全部新闻图片
(2)PLC程序的开发
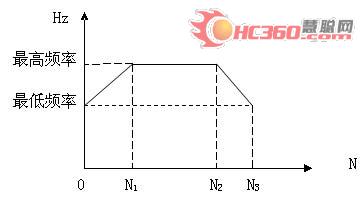
按照工艺要求和功能的构思,规划好每个输入输出点的含义后就是程序的编制,考虑到程序的容量和开发程序的简洁易读性,该程序大量应用了子程序,程序分块结构,方便程序的修改和查找。P0:变频器参数写入,在执行变频器参数写入时调用该子程序;P1:即时给定频率,变频器输出频率根据粗纱换向次数来给定,按照升速曲线来变换速度:
点击此处查看全部新闻图片
P2:落纱三自动。程序收到满纱信号后,调用落纱三自动子程序。给松皮带信号→松紧皮带电机正向起动→松皮带到位接近开关亮→松皮带电机停止运转→步进电机反转起动复位皮带→皮带复位行程开关打开→步进电机停止运转→下龙筋升降电机正向起动→下龙筋超将到位→下龙筋升降电机停止。
P4:密码验证程序。需要密码进入工艺参数设置画面,设置参数时条用密码验证子程序,密码验证通过才能进入。
五、结束语
随着工控产品的高效、成熟以及技术价值日益的提高,纺织机械自动化程度也越来越高,但设计的出发点还要以用户简单、好用为根本,厂商应在不增加系统硬件的基础上尽量开发即结合工艺又实用的功能,使我国的纺织机械向更高水平发展。






