选择焊所带来的高品质
由于使用选择性波峰焊进行焊接时,每一个焊点的焊接参数都可以“度身定制”,我们不必再“将就”。工程师有足够的工艺调整空间把每个焊点的焊接条件(助焊剂的喷涂量,焊接时间,焊接波峰高度,波峰高度)调至最佳,缺陷率由此降低,我们甚至有可能做到通孔器件焊接的零缺陷。
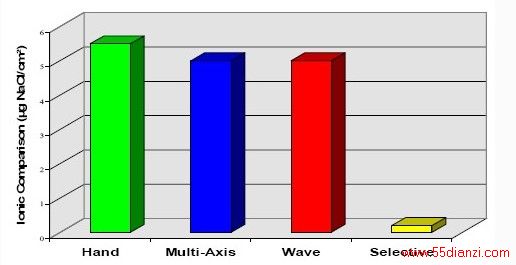
选择焊只是针对所需要焊接的点进行助焊剂的选择性喷涂,线路板的清洁度因此大大提高,离子污染量大大降低。助焊剂中的NA+ 离子和CL-离子如果残留在板子上,时间一长会与空气中的水分子结合形成盐从而腐蚀线路板和焊点,最终造成焊点开路。因此,传统的生产方式往往需要对焊接完的线路板进行清洁。而选择焊则从根本上解决了这一问题。
图6不同焊接方式的助焊剂残留量比较
线路板的升温和降温都带来热冲击,热冲击的强度在无铅焊接中尤为突出。无铅波峰焊的波峰温度一般为260度左右,比有铅波峰焊高10-15度。线路板在焊接时整个板子的温度经历了从室温到260度,再冷却到室温的过程,这个温度变化的过程就带来了热冲击。热冲击会使线路板上不同材质的物体因为热胀冷缩系数不同而形成剪切应力。比如说BGA(见图7),在承受热冲击时便会在焊球的顶部与底部形成剪切应力,剪切应力大到一定程度便会使BGA形成分层和微裂缝(见图8)。这样的缺陷很难检测(即使借助X光机和AOI),而且焊点在物理连接上仍然导通(也无法通过功能测试检测),但是当焊点受到外来影响时,便很容易形成开路。而选择焊只是针对特定点的焊接,在点焊和拖焊时都不会对线路板整板造成热冲击,因此也不会在BGA等表面贴装器件上形成明显的剪切应力,从而避免了热冲击所带来的各类线路板缺陷。
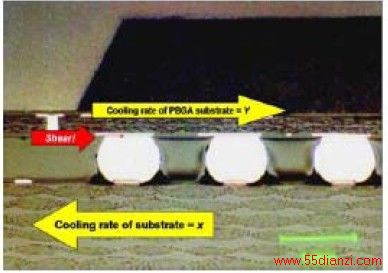
图7热冲击下BGA剪切应力的产生
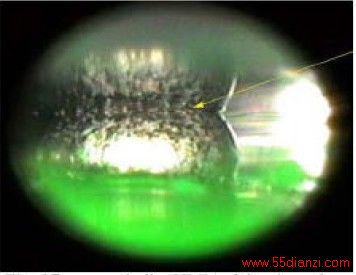
图8剪切应力造成的BGA分层和微裂缝
选择焊所带来的低运行成本
选择焊的低运行成本是其迅速受到生产厂商欢迎的重要原因。
前面已提到过,现在的线路板往往有可能通孔器件的焊接只占整体线路板焊接的一小部分。在这样的情况下,选择焊的成本优势体现在如下几个方面:
• 较小的设备占地面积;
• 较少的能源消耗;
• 大量的助焊剂节省;
• 大幅度减少锡渣产生;
• 大幅度减少氮气使用量;
• 没有工装夹具费用的产生。
在一个具体的实际案例中,我们分别用选择焊和波峰焊对26个有铅器件的220个焊点进行了焊接,我们对使用成本做了如下比较:
• 助焊剂消耗量 选择焊节省97%
• 锡渣产生 选择焊减少95%
• 能源消耗 选择焊节省51%
• 氮气消耗 选择焊节省92%
选择焊设备的构造及技术要点
助焊剂喷涂系统
选择焊采用选择性喷涂,即助焊剂喷头根据事先编好的程序到线路板指定位置仅对需要焊接的点进行助焊剂喷涂(含点喷和线喷),不同焊点的喷涂量应能程序调节。由于是选择性喷涂,因此选择焊不同于波峰焊,不仅助焊剂用量大大节省,同时也避免了助焊剂污染。
同样因为是选择性喷涂,所以助焊剂喷涂的精确性非常重要,这对助焊剂喷头的驱动方式提出了较高要求,同时助焊剂喷涂也应具备自动校准功能。
另外,助焊剂喷射系统中,在材料的选择上必须能要考虑到VOC Free助焊剂(即水溶性助焊剂)其强大的腐蚀性 ,系统中,凡有可能接触到助焊剂的地方,都必须能承受其强大的腐蚀性。
预热
预热模块的关键在于安全,可靠。
首先,整板预热是很关键的。整版预热可以有效防止线路板的不同位置受热不均而造成线路板的翘曲和变形。
其次,预热的安全可控非常重要。预热的主要作用是活化助焊剂。由于助焊剂的活化是在一定温度范围下完成的,过高和过低的温度对助焊剂的活化都是不利的。此外,线路板上的热敏器件也要求预热的温度可控,不然热敏器件将很有可能被损坏。
顶部预热模块的使用
当我们焊接大热容量和多层线路板时,顶部预热模块的使用至关重要。顶部预热有两种方式,一种是红外预热,一种是热风预热。 由于线路板顶部一般会有不同高低不同的元器件,为防止预热阴影,建议最好采用热风对流的预热方式。(见图9)

图9 顶部热风预热模块
顶部预热模块可以考虑安装在两个位置,即预热模块上方和焊接模块上方。
本文关键字:焊接 电工文摘,电工技术 - 电工文摘






