在焊接大热容量和多层线路板时,光有底部红外预热是不够的。由于热容量大,底部热能很难完全传递到线路板上方,焊接时焊料在从底部向顶部渗透的过程中温度越来越低,最终焊料凝固而不能达到IPCIII标准所规定的75%以上透锡。对于无铅焊接,焊料流动性差,这样的问题就愈发突出。而顶部热风预热可以很明显地改善透锡效果。(见图10)
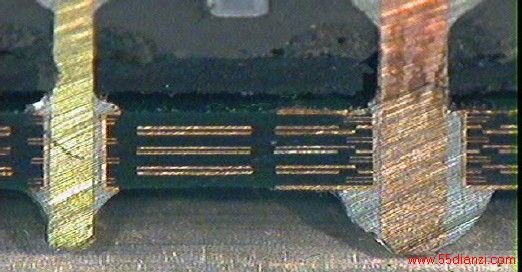
图10采用顶部热风预热可以改善透锡效果实验表明,充分的顶部热风预热还可以减少焊接时间,降低焊接所需温度。这样一来,焊盘与基板的剥离风险小了,对线路板的热冲击小了,溶铜的风险也小了,焊接的可靠性自然大大增加。
在线路板进入焊接模块后,整个焊接的完成需要一定时间。当我们焊第一个焊点时,温度可能是理想的,但当我们焊最后一个焊点时,有可能温度已经偏低了。为了使所有焊点都在理想的温度下完成焊接,可以考虑在焊接模块上方添加顶部热风预热模块。
焊接模块
• 氮气的使用
氮气的使用可以将无铅焊料的可焊性提高4倍,这对全面提高无铅焊接的质量 是非常关键的。
• 选择性波峰焊与浸焊的根本不同
浸焊是将线路板浸在锡缸中依靠焊料的表面张力自然爬升完成焊接。对于大热容量和多层线路板,浸焊是很难达到透锡要求的。选择性波峰焊不同于浸焊,焊接喷嘴中冲出来的是动态的锡波,这个波的动态强度会直接影响到通孔内垂直透锡度。特别是无铅焊,因为其润湿性差, 更需要动态强劲的锡波。另外, 流动强劲的波峰上不容易残留氧化物,,对提高焊接质量也会有帮助。 (见图11)

图11选择性波峰焊焊接模块示意图• 焊接参数的设定
根据焊点的不同情况,焊接模块应能对不同焊点的焊接时间,波峰头高度和焊
接位置进行个性化设置,这便使操作工程师有足够的空间来进行工艺调整从而使每个焊点的焊接效果达到最佳。有的选择焊甚至还能通过控制焊点的形状来达到防桥连的效果。(见图12)

图12焊点形状控制
选择焊的线路板传送系统选择焊对线路板传送系统的最关键要求是:精度。
为了满足精度要求,传送系统应做到以下几点:
• 轨道材料防变形,稳定耐用;
• 在助焊剂喷涂模块和焊接模块,轨道需加装定位系统;
选择焊技术的发展远景看看未来的生产给我们提出的要求:
• 100%的一次通过率;
• 6 sigma质量管理体系;
• 设备的自我校准系统;
• 智能化的操作系统以使生产对人的倚赖降到最低;
• 一致性,重复性,可靠性,可追溯性。
因此对未来选择焊设备的要求将是:
• 产品品质更高;
• 运行成本更低;
• 设备灵活性更强;
• 设备的产量更高;
不同行业对选择焊设备的要求已呈现越发多样化的趋势,因此针对不同行业开发不同系列的选择焊是未来的发展趋势。“要好,但更要适合”,我们看到的是行业与设备的细分,这也是焊接行业进步的标志。
本文关键字:焊接 电工文摘,电工技术 - 电工文摘






