基于南大傲拓公司NA系列PLC的堆垛机自动化解决方案,成为堆垛机控制的首选产品之一。
如何以NA400 系列PLC打造立体仓库控制系统
目前,立体仓库控制系统的结构基本上以面向网络为基础,属于典型的分布式控制系统,上位机采用高性能的微机、工作站、服务器,NA400 PLC一般配置分布式IO,与上位机通讯可以采用红外、数传、现场总线等方式,由此构成一个完整的堆垛机自动化PLC控制系统。
典型配置
某大型饮料生产厂的立体仓库巷道长120米,巷道两边为高层货架,货架每排60列、8层,一排货架共400个货位,有8个巷道。配置8台堆垛机,1台输送车,8台输送机。堆垛机从出口或入口开始在巷道中前后运动,升降机构沿立柱可上下运动到目的货位,然后货叉结构开始抓取货物、推入货物到目的货位、卸下货物、货叉收回到原位的顺序,完成存放货物任务。反之完成取出货物任务。为了提高入出库效率,采用PLC自动控制方式。
本系统采用17套NA400 PLC与一台监控上位机组成一个控制系统。考虑到堆垛机在巷道中的运动控制,每套堆垛机PLC及上位机可以各增加一套数传电台模块,组建数传电台无线通讯网路或者增加无线以太网设备,组建无线以太网络,也可以通过红外方式组建网络。
系统结构图如下:
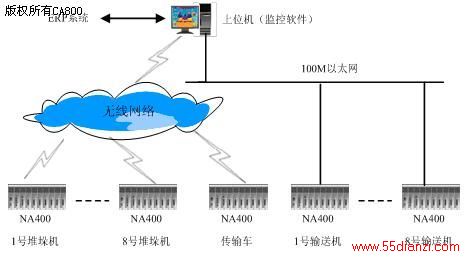
PLC配置如下:
采用南大傲拓公司NA400 智能PLC
NA400
套
17
I/O点配置
数字量输入 32点
数字量输出 16点
PII级CPU主控模件(含以太网接口),8MB内存
CPU401-0302
块
1
电源模件
PWM401-0501
块
1
6槽背板
BKM401-0601
个
1
16点开关量输入模块
DIM401-1601
块
2
16点开关量输出模块
DOM401-1601
个
1
空槽模块
NUL401-0101
个
1






