�����ִ���ѧ�����ķ��ٷ�չ,���������������Զ�������,Ҳ��ȫ��������������˸��ߵ�Ҫ�Ѹ̶߳ȵ��Զ����������ѧ�ļ��������ϵͳ�������,��ȫ������������̿���Ϊһ��,���ǵ���ҵ�Զ������Ʒ�չ�����ơ�
�����������Զ���������,Ŀǰ��Ҫ�й�ҵPC�����̿��ƣ���PLC��DCS����ɢ����ϵͳ������ģʽ�������и��Ե��ŵ�,�ڲ�ͬ�Ŀ���������,�õ��˹㷺��Ӧ�á�
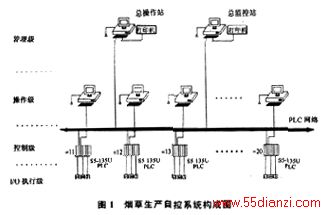
һԺ18��Ϊij���̳���Ƶ��������Զ���������ϵͳ,��һ�����ü��������,������PLC������,�ֲ�ʽ���ƵĴ��ģ�Ĺ��̿���ϵͳ��PCS������ϵͳ�������ȡ�˹�ҵPC��PLC��DCS���ŵ㡣ϵͳԼ��6840�����ص�,�����漰���˴����Ŀ�����,�����൱��ıջ���·���ڡ�����12���ڵ㣨վ��, ���ڵ�֮��ͨ��PLC�����������ͨѶ��ȫϵͳ��Ϊ�ļ����й����Ϳ���,����:�������������������Ƽ����������ִ�м�����ͼ1����
һ��ϵͳ��Ӳ���ṹ
1������������
����2̨��ҵ������ӡ����ɡ�����ͨ��PLC������������Ϳ��Ƽ���������ͨѶ����ͨ��PLC����������߽��м�������,�������߷��������ƻ�,Э��ȫ�����������,��ʵ�ּ��м�غ�����
2��������
��Ҳ��������̨��ҵ�������Ա��幹�ɡ�����ֱ������Ƽ���PLC��������ͨѶ�������������������ֳ�,����ʱ�������ߵ��й������������ƻ��Ƚ������趨���������ġ��趨Ȩ��������������,ֻ�ܽ��оֲ����ġ��趨,����PLC��ͨѶ����������Ҫ����PLC���硣
3�����Ƽ�
������������PLC���ɡ�����ֱ�ӽ��ܲ�����������;Ҳͨ��PLC�������������������������ǻ���������ϵĿ��������̿��ƺ���������PID���������֪��֣��Զ����ڡ��ڿ��Ƽ���,���ڵ�֮�������ͨѶҲ��ͨ��PLC������еġ�
4������/���ִ�м�
�ü����ܿ��Ƽ�������,ͨ����ִ�л�����������������,�����Ƽ�����������������, ������IJ������ݴ�����Ƽ���
����ϵͳ�������ṹ
1�����Ƽ��������ṹ
��ϵͳ��10���ڵ㣨վ���Ǵ��ڿ��Ƽ��ϵ�,���ǵ������ṹ����ͬ��,�����ģ�黯�ṹ��ͼ2��ʾ���ַ������£�
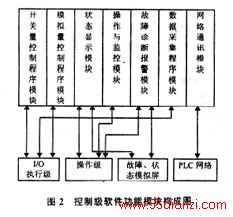
��1�����������Ƴ���ģ���������Ϳ��Ʊ��ڵ㷶Χ�ڵ�ȫ��������,��������ͣ����ŷ���ͨ�ϵȡ�
��2��ģ�������Ƴ���ģ���书���Ǵ����Ϳ��Ʊ��ڵ㷶Χ�ڵ�������,��������ˮ�֡��¶ȵ�,������Щģ�������ɵĻ�·����PID�Զ����ڡ�
��3��״̬��ʾģ�����ѱ��ڵ㷶Χ�ڵ����п�����������״̬������ģ������״̬,������ʾ�ڿ��ƹ�ģ������������������CRT���������߹ܣ��ϡ�ģ����ȫ����ͼ����ʽ��ʾ��
��4����������ģ�����Dz���������Ƽ��������ӿ�,�����ܲ����������ڲ�����������,������Щ�����ṩ���ڵ��CPU�����봦��װ�ã�ִ�С�ͬʱ����CPU��Ҫ��ִ�н�����ز�����,�Ա�����CRT����ʾ��
��5��������ϱ���ģ�����Ա��ڵ㷶Χ�ڵ��豸�����Զ����,һ�����ֹ���,�����϶�λ����ʾ����,�������ڱ���״̬��ͨѶ������ϵȶ���λ��ģ������CRT�ϡ�
��6�����ݲɼ�����ģ�����ǿ��Ƽ���������������ӿ�֮һ����ʵʱ�ɼ����������ߵ��й�����,���ṩ�������������Ƽ�,���γɱ�����ͼ�εȡ�
��7������ͨѶģ�����ǽڵ�֮�䡢�ڵ����������λ��֮��������ӿڡ�������Э�����ڵ�����ͨѶ�ķ�������ܡ�
2������������λ���������ṹ
����������λ����Ҫ����ʵʱ�����ʵʱ���ƵĹ��ܡ���һ���治��Ҫ�������������ϵĹ���״̬��ʾ����Ļ��,���һ�Ҫ�����й����ݵĴ�����ͳ�ơ�����������,����ӡ���йصı���;��һ���滹Ҫ���йص�ָ��������ϵ��йز���ͨ��PLC���緢�͵����Ƽ��еĸ��ڵ��ϡ��ü����ڵ㹲�����ɼ����������ݡ��������ṹ��ͼ3��ʾ���ַ������£�
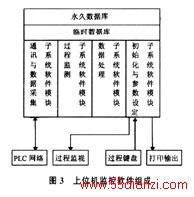
��1��ͨѶ�����ݲɼ���ϵͳ����ģ������ʵ����λ����صĹؼ�,����λ����PLC�����������ӵĽӿڡ�����ϵͳģ�����λ��������������͵�PLC��,�Ѹ��ڵ��״̬����Ҫ����Ϣ��PLC������ɼ�����λ���С�
��2�����̼����ϵͳ����ģ���书������ɶ������߹������̾�̬����̬ͼ�ε���ʾ��������Ҫ��ʾ���ڵ���ƶεĹ���״̬�ͱ�Ҫ�����ݡ�����ϵͳ���к�ǿ��ʵʱ�ԡ�
��3�����ݴ�����ϵͳ����ģ���书������ɶ����ݲɼ���ϵͳ�ɼ����������ݵķ���������,���ɸ��ֱ�����ͼ��,����Ҫ�����ݴ�����ʱ���ݿ⡣
��4����ʼ��������趨��ϵͳ����ģ�������ϵͳ�ij�ʼ��, �����йصij�ʼ�������ϵͳ����ɸ��ڵ���ƶ��йز������趨��ͨ�����̼��̺Ͳ˵���ʾ,�����йص������������ͨѶ��ϵͳ���͵����ڵ�PLC���ƶΡ�
���ֶ�̬�����ȴ�����ʱ���ݿ�,ϵͳ��ʱ����ʱ���ݿ������ת�浽�������ݿ��С�ϵͳ�˳�ʱ,Ҳ���ת�档
����ѡ����MS��DOS6.2�汾��WINOOWs95�汾������֮��2��0 for WINOOWs��visual Basic for WINOOWs 95��Ϊ��λ�����ϵͳ�Ŀ���ƽ̨��ѡ��SINEC TF/DDE Manager��ΪWINOOWs��SINEC L2���������ӿڡ�
3�������������ṹ
�����������ṹ������������ṹ������ͬ�����ڲ�����ֱ����PLCͨѶ,���Զ�����ͨѶ����ģ����������������,�ü������������ݿ⡣���ߵ�����ģ�鹦����ͬ��
����ϵͳ��Ҫ���ܼ��ص�
1�������Զ����ƹ���
������Ҫ��,��ʵ�ֶ������ߵ�˳����ơ�������ͣ��������ͣ�����ܡ���Щ���ܿ�ͨ����������������ʵ��,Ҳ����ͨ������������λ�����ļ���������ʵ�֡�
���ݹ����ϵ���Ҫ,����ʵ��ϵͳ�ֶ���ͣ����,���ڵ��ԡ����ޡ�
2���ֶ�/�Զ��л�����
һ�������,ϵͳ�����Զ�����״̬�����С�����Ҫ���豸���м��ޡ�����������ʱ,�ɽ�ϵͳ�л����ֶ�״̬,ͨ���豸�ϵIJ�����ʵ�ֶ��豸�Ķ�����ͣ������
3��������ϡ���λ����������
ϵͳʵʱ�Զ�����豸������״̬,���豸���ֹ���ʱ,������λ���������ⱨ��,��������Ӧ��CRT����������λ����CRT��ʾ�������Զ��л������ϵ㡣�豸���ֹ���ʱ,ϵͳ�Զ�����������ص��豸������״̬��
���Ĺؼ��֣���������� �繤��ժ���繤���� - �繤��ժ






