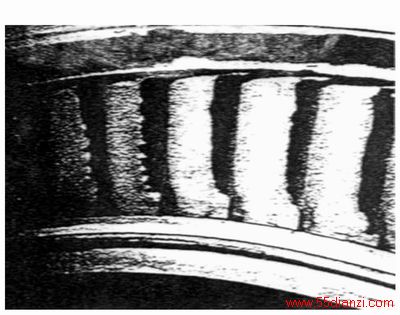
图1 再热第1级喷嘴的SPE侵蚀损伤
SPE对动叶片造成的损伤主要表现在动叶片的进汽边被侵蚀失掉金属材料,其侵蚀程度沿叶高增加,叶顶附近最为严重。
1.3 SPE的危害性
SPE使汽轮机通流部分的重要部件迅速失效,并易引起锅炉的过热器爆管。它还会带来以下一系列的问题:①降低机组的效率;②导致非计划强迫停机以及潜在灾难性的损伤;③延长停机检修时间;④缩短检修的间隔时间;⑤增加维修费用。
1.4 对机组热经济性的影响
SPE给机组造成热经济性损失的主要原因是:侵蚀改变了喷嘴或动叶的型线,增大了喷嘴汽道喉部面积、表面的粗糙度和汽封间隙;此外,还引起各级之间的能量(焓降)再重新分配以及对机组循环热效率的影响。SPE不仅引起调节级,而且引起高、中压其他级经济损失,机组所受到的总的经济损失应是受侵蚀各级损失之和。要想把这些损失叠加起来,在侵蚀损伤和经济损失之间建立一个普遍关系或进行量化是很困难的。对因固体颗粒侵蚀损伤引起的经济损失,有一种估算认为:如果喷嘴的出汽边一旦变得不够完整,则该级的级效率将降低1%;如果喷嘴面积扩大10%,则级效率下降为3%。这一估计只考虑了级的能量再分配、喷嘴型线变化和增加摩擦损失三个因素,并没有考虑与侵蚀有关的漏汽损失。
SPE对大机组经济性的影响更大,通常大机组每一级的级功率都很大。例如,前苏联500MW超临界汽轮机的调节级功率超过40MW,国产亚临界600MW机组的第一级的功率也在20~30MW左右。对这两类机组即使按上述比较轻的损失计算,降低1%级效率每年分别将多消耗标准煤720t和(360~540t)。这仅是煤耗一项损失,如果计及少发电量和占发电厂总投资损失的相应份额,则经济损失会更大。
2 国际、国内超临界机组的SPE状况
早期超临界机组的SPE问题以美国最有代表性。美国是世界上最早发展超临界机组的国家,早在1959~1964年间就已采用二次再热,初压>24MPa,温度>566.566.566℃,最高达到621℃或649.566.566℃。稍后在1965~1977年间绝大多数机组又改为一次再热,初参数逐渐回落到初压24MPa、初温538.538℃的水平。
这些机组运行后,发现调节级和再热第1级喷嘴和动叶片普遍遭到严重的SPE损伤,并且是引起强迫停机的主要原因,因而大大降低了超临界机组的经济性和安全可靠性,以致成为当时美国电力工业的一个大问题。运行中还发现随着这些机组役期的延长和更多地参与调峰运行,SPE损伤呈现持续 严重的现象。据调查,80%的公司反映其高压汽轮机的喷嘴和叶片受到固体颗粒的侵蚀,大多数公司认为这一问题不仅超临界机组存在,而且亚临界机组也存在。美国电力公司(AEP)的运行经验表明,超临界机组经过6~7年运行以后,高压喷嘴和叶片的更换次数比亚临界机组高50%。
分析美国超临界机组初参数经历大回调的原因之一,是汽轮机的固体颗粒侵蚀。而产生SPE的主要原因,是当时冶金工业的发展水平还不能提供足够耐高温的金属材料,以及汽轮机的设计制造水平有限。在当时锅炉所采用的高温参数下,使用材料上的冒进使其抗氧化性能大大降低,给SPE的形成创造了条件。随着现代冶金技术的进步所提供的耐高温的金属材料的出现和汽轮机通流部分设计制造水平也大幅提高,目前已经能够卓有成效地防止超临界汽轮机发生SPE。
锅炉采用的高温金属材料对汽轮机的SPE有决定性的影响,这可从以下实列得到说明。某电厂装有多台三菱公司的600MW机组,锅炉为双炉膛直流炉。锅炉出口压力25.9MPa,温度542℃,再热器出口压力4.32MPa,温度568℃,高温再热器的设计温度为615℃。在2000年10月小修中发现,锅炉中间部位的高温再热器T91管子的硬度降低。经对其内部检查发现有氧化皮脱落迹象,在出口联箱内有大量脱落的氧化皮小颗粒,在汽轮机中压缸和叶片的根部积有Fe3O4垢层。从炉排硬度的测量结果分析,再热器中部的温度超过568℃。该厂采取临时处理措施,降低再热器出口温度,由原设计568℃降为548℃运行。待大修时对再热器管排进行改造,将T91材料改为TP347H。
3 固体颗粒的生成与特性
3.1 固体颗粒的来源与成分
固体颗粒的来源主要是高温、高压的水蒸汽与水冷壁管、过热器管和再热器管以及主蒸汽、再热蒸汽管壁接触发生氧化反应而生成的氧化皮。锅炉过热器、再热器及其高温零部件氧化皮的发生不仅与温度有关系,而且还与其他一些因素有关。通常认为在温度愈高、运行时间愈长、气体介质中氧分压愈高、管内流速愈慢时,其金属材料的氧化发展速度愈快,其抗氧化性能愈低。过热器、再热器与主蒸汽、再热蒸汽管道内生成的氧化皮在一定条件下可以开裂疏松和剥落下来。大多数薄的氧化皮容易剥落,而厚的氧化皮剥落会造成汽轮机严重的侵蚀。
氧化皮(垢层)大体可以分为2层,外层主要是由Fe3O4组成,含有Ca、Mg、Na等微量杂质,垢质粗糙。垢的内层中还含有尖晶石型的氧化物(Fe2O3和Cr2O3),存留在材料的表面。其生成机理可能是母材中的Fe3+向外扩散发生氧化反应生成的Fe3O4,由氧气向里层渗透与母材Fe、Cr反应,形成内层的尖晶石型氧化物。氧化皮剥落后堆积在管内,会使管内的蒸汽流量减少而可能发生爆管。
3.2 氧化皮(垢层)剥落的原因
氧化皮(垢层)剥落的主要原因是由于它和锅炉管母材的热膨胀系数不同以及机组在某些运行工况下它们之间存在较大的温度差。一般情况下,随着机组运行时间的延长炉管内氧化皮的厚度会增加,在机组频繁启动或调峰运行时,炉管温度的变化很大,促使氧化皮开裂,从而又使深层的金属被氧化,导致氧化皮进一步增厚。CE公司把炉管内氧化皮剥落的原因解释为“热骤冷”(Thermal Quench)[2]。在再热式锅炉启动时,再热器管子内没有冷的水蒸汽流动。启动中烟气的界限温度为538℃以上,再热器管子将在“干烧”状态下达到这个温度。当水蒸汽最初进入再热器时,其温度大大低于管子的温度,这时处于热态炉管内的氧化皮受温度较低蒸汽的突然冷却。在“热骤冷”作用下,在管子内壁上筒状的氧化皮(垢层)将出现分离剥落。对于薄的层垢,垢层与管子基体之间的温差和分离应变最大。在机组热态启动时,因为锅炉部件仍处于高温状态,炉管并没有烟气流过,所以氧化皮遭受的瞬间冷却与上述启动时再热器管子只有外侧烟气流过的情况相似。
3.3 冲蚀物的特性
如上所述,锅炉内剥落的氧化物粒子主要是由磁性氧化铁Fe3O4构成,文献[3]认为其密度大约为08g/cm3,莫氏硬度为5.5~6.6级(金刚石为莫氏硬度8级),很坚硬。根据从炉水和过热器疏水的采样分析和对粒子分布情况的统计,大多数粒子的尺寸小于50μm。
4 粒子在汽道内的运动分析
汽轮机通流部分的材料通常为含Cr12%的马氏体不锈钢,其韧性高,而固体粒子的硬度很高,远大于被撞击物的硬度,造成侵蚀最可能的原因是“韧性侵蚀”模式。韧性侵蚀主要取决于撞击的角度。粒子撞击角度β1对SPE的影响,见图2。它表明当粒子的撞击角度较小时,侵蚀严重,撞击角度在20°左右时侵蚀最严重,并且侵蚀量是与撞击速度的三次方或四次方成正比。而当撞击角度>60°时,其侵蚀程度仅为撞击角度为20°时的40%。
文献[4]按照“韧性”侵蚀机理并考虑粒子大小、运行负荷和汽轮机运行方式的变化以及级内喷嘴与动叶片之间的轴向间隙等影响因素,用三元流动理论计算分析了粒子流过喷嘴和动叶片的轨迹,建立了粒子对透平级内流动的完整图形。这些研究结果能够圆满地解释中间再热级与调节级SPE损伤
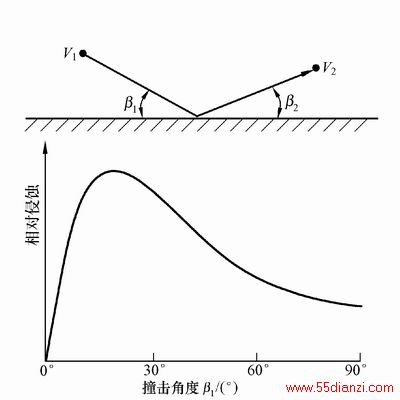
图2 粒子撞击角度β1对侵蚀的影响
的形貌,并从中得出了相应的预防方法。
4.1 再热第1级
文献[4]对固体颗粒在再热级内的流动轨迹作了比较详细的研究。所计算的再热第1级的进汽压力5MPa、温度为560℃;喷嘴、动叶片的高度分别为106、210mm,相应的平均直径分别为1284、1285mm。
图3给出了粒子和蒸汽在喷嘴出口、动叶片进口之间的绝对速度和相对速度的关系。它符合粒子的绝对速度远小于喷嘴出口的汽流速度这一实际情况,说明粒子将以相对速度VPR撞击在动叶进汽边的吸力面一侧。
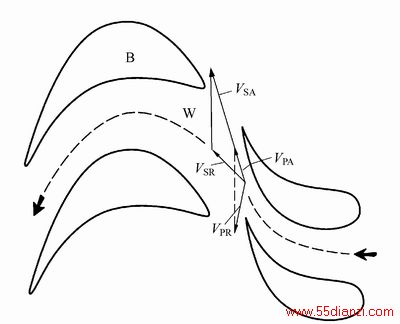
V SA ―蒸汽的绝对速度;V PA ―粒子的绝对速度
V SR ―蒸汽的相对速度;V PR ―粒子的相对速度
图3 粒子和蒸汽的(绝对和相对)速度
固体颗粒通过与高速旋转的动叶片的碰撞获得了高速运动的能量,在级内轴向间隙较小的情况下,粒子又被反弹到喷嘴吸力面(背弧)出气侧,并在动叶和喷嘴之间的间隙中“来回反弹”侵蚀它们,直到这些粒子从动叶顶部流出。粒子在级内轴向间隙中的“来回反弹”是中间再热第一级固体颗粒侵蚀的机理和重要特点。这与通常观察到的损伤形貌相一致。在轴向间隙较大的情况下,大多数粒子被动叶直接反弹到喷嘴叶栅的外环上,然后,随气流从动叶顶部(侵蚀径向阻汽片以后)流到下一级,而不发生来回反弹现象。由此得出,增大级内轴向间隙减少粒子来回反弹是防止喷嘴出汽边SPE的有效方法。通过对固体颗粒在再热第1级运动轨迹的研究,还找到了相应减少SPE的方法。主要是:①增加级内动、静叶片之间的轴向间隙,以减少粒子的来回反弹;②采用新型喷嘴,减少喷嘴的数量,增加喷嘴的横截面,加大喷嘴汽道的宽度,使粒子的转动半径加大,粒子比较容易通过去;③动叶、喷嘴出汽边的吸力面和喷嘴叶栅外环的内壁面上喷涂抗侵蚀涂层。采用抗蚀涂层是预防固体颗粒侵蚀的最基本的措施。上述研究结果适用于其他再热级。
4.2 调节级
如同对再热级的研究一样,对调节级的固体粒子运动轨迹也做了研究。图4为粒子在调节级喷嘴内的运动轨迹,它给出了低负荷时大颗粒和高负荷时小颗粒的运动轨迹,并代表了在各种运行工况和颗粒尺寸的极端情况。与再热级的研究结果不同,在调节级喷嘴内粒子是撞击在喷嘴出汽边的压力面一侧,这与通常观察到的调节级喷嘴压力面受侵蚀的情况相一致。其撞击情况与调节级的压力水平、喷嘴汽道内的平均速度以及汽道的几何形状等有关。通常在部分进汽时,由于焓降大、流速高、粒子浓度高的原因,先投入运行的喷嘴室的喷嘴损伤最为严重,而当接近满负荷时才投入的最后一个喷嘴室的喷嘴所受到的侵蚀很少或根本没有。
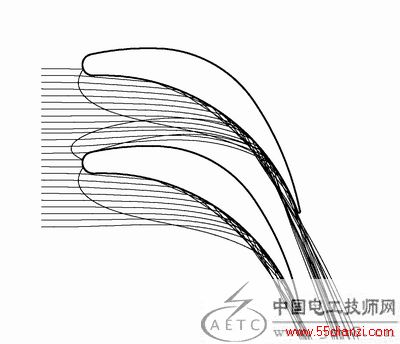
图4 调节级喷嘴内的粒子运动轨迹
对调节级动叶片内粒子运动轨迹的研究分析结果表明[4],作用于动叶片的侵蚀机理与再热第1级动叶片的相似,粒子撞击到动叶进汽侧吸力面上再反弹到另一动叶压力面上,或者粒子直接撞击在动叶出汽侧的压力面上。因为调节级的蒸汽压力高、轴向间隙大,所以只要喷嘴出汽边的型线完整,就能使粒子加速流过喷嘴和动叶之间的间隙,从而防止动叶进汽边发生撞击损伤。如果喷嘴因发生侵蚀失去控制汽流转弯的能力,使粒子的切向速度变低,则动叶进汽边就可能发生侵蚀。但是,调节级蒸汽的动量大,足以防止粒子再反弹回到喷嘴上。
上述研究结果得出减少调节级SPE的主要方法:由于调节级喷嘴的侵蚀损坏是由于压力面被撞 击的结果,因此应采用数量少而尺寸大、减小安装角的新型喷嘴,喷嘴压力面施以抗侵蚀涂层,动叶片同样要施以抗侵蚀涂层。
5 非超临界机组的固体颗粒侵蚀
非超临界机组包括亚临界、高压、次高压汽轮机,有关这些机组上发生的SPE损伤国外早有报导。我国以往并未引起注意,只是近几年才发现少数300MW级机组的调节级和中间再热第1级喷嘴出汽边的损伤是由SPE引起。根据所作调查的初步结果,其共同点简要归纳为:①喷嘴损伤的形貌与图1基本相同;②运行中锅炉的过.再热器均有明显超温,其内壁上有较厚的氧化皮;③机组参与调峰或大幅度低负荷运行;④通流气道均未采用预防固体粒子侵蚀的新的设计方法。
6 喷嘴和动叶片的表面硬化处理技术
6.1 概述
通过侵蚀模拟试验证实,常用喷嘴和动叶片的材料在粒子撞击角度较小时(例如20°~30°左右)的侵蚀最为严重。然而,这种规律对于硬度很大的材料如陶瓷的侵蚀规律则完全不同,陶瓷材料在冲击角度小时,所受的侵蚀却是最小。这正是汽轮机通流部分易受侵蚀的某些喷嘴和叶片表面可以采用硬质涂层预防固体颗粒侵蚀的道理。
等离子喷涂工艺形成的涂层比较耐侵蚀,它几乎可用于通流部分需要做耐侵蚀涂层的所有部件。但是,由于某些喷嘴室和使用螺栓固定的喷嘴弧段受结构的限制,使等离子喷涂工艺不能用于喷涂喷嘴出汽边的内弧面。
6.2 几种硬化表层耐侵蚀性的比较
迄今,利用高温侵蚀试验装置对各种钢材、合金、表层处理和涂层的耐侵蚀性能进行了评价。常用12Cr钢喷嘴的硬度在HV270~HV460,试验结果表明只有喷嘴的硬度在HV1000以上,它所受的侵蚀量才会急剧减少。对几种表面处理硬化层的耐侵蚀性进行比较之后,得出硼化处理的耐侵蚀性为最好,其表层的硬度HV1500~HV1700,并能与母材紧密结合。硼化处理是将硼(B)元素在高温下扩散渗透到金属表面里,形成坚硬的化合物FeB和Fe2B,HV1500。当喷嘴选用溶融法硼化处理时,应在无水硼砂中进行。在温度1100℃进行处理的硼化层的
厚度为约40μm,硼化层的成分为Fe2B,测得其断面的硬度为HV1500~HV1700[5]。通过各种性能试验结果说明,使用硼化层处理的喷嘴能防止其母材受到侵蚀破坏。
同时,运行经验表明耐侵蚀涂层可以有效地提高喷嘴、动叶片的寿命,由于喷嘴的几何形状在运行 中能保持完整,喷嘴汽道(尤其是冲动级)坚固耐用,可以提高汽轮机的效率。调节级的动叶片的侵蚀程度与喷嘴的侵蚀有着直接关系,只有更坚固、耐用的喷嘴才会有更耐用的动叶片。
7 综合防范措施
迄今,经过多年的调查研究和对固体颗粒在汽道内的运动计算分析,已经获得防范超临界机组固体颗粒侵蚀有效的措施。这些措施对于解决亚临界、高压乃至次高压机组的固体颗粒侵蚀同样是有效的。现归纳如下。
7.1 在机组成套设计和选型上要重视汽轮机的固体颗粒侵蚀问题
超临界汽轮机的固体颗粒侵蚀对火电机组的经济性和安全性具有严重的影响,它所发生的原因涉及到锅炉设计和用材、汽轮机和热力系统的设计、运行方式以及水化学工况等多方面,在我国发展超临界火电机组时有必要将预防汽轮机的SPE纳入机组成套设计总体思想之中来考虑,并在机组运行中采取措施加强监督和管理。
7.2 消除固体颗粒的来源
从超临界机组固体颗粒侵蚀的调查结果,充分说明消除固体颗粒的来源最现实和有效的措施,是恰当地选用高温部件如锅炉的高温过热器、再热器及主蒸汽、再热汽管道的钢材,使其具有完全抗氧化和耐腐蚀性能,而现代冶金工业技术的进步已经能够为超临界机组提供多种耐高温的金属材料。从锅炉设计上,高温过热器、再热器的最高工作温度对于实际运行的温度应该留有足够大的裕度,以防止机组在长期运行中由于某些因素引起超温,锅炉的局部烟气温度过高、煤种变化和燃烧调整不当、长期低负荷运行和频繁调峰、锅炉频繁启动等。如果无法把握机组在长期运行中锅炉的过热器、再热器不发生超温运行,则宁可在设计上选择更高一档的完全抗氧化和耐腐蚀性能的钢材。另外,还应注意以下几点:
(1)在新机组启动前,对锅炉过热器、再热器和主蒸汽、再热蒸汽管道一定要进行蒸汽吹扫,将易脱落的氧化铁粒子吹出。为了提高对氧化铁的清除效率,可采用加氧吹扫新工艺,它能加速清除掉新投运锅炉和蒸汽管道系统的表面在加工时形成的氧化皮。
(2)锅炉过热器、再热器管子以及主蒸汽和再热蒸汽管道的焊接应采用新的焊接工艺以防焊渣等碎金属落入;在一段管子焊接完之后立即清理干净,再焊下一段管子。
(3)锅炉再热器使用喷丸处理,同样可以清除管内存在的氧化皮,它对防止内表面受水蒸汽氧化作用有一定的效果,但必须注意清理干净,绝不允许小 钢丸存留在系统内。
7.3 采用新叶型
(1)中间再热级第1级和前几级预防固体颗粒侵蚀的设计方法是适当增大级内(喷嘴与动叶之间的)轴向间隙,减少粒子在间隙中的“来回反弹”,采用减少喷嘴的数量、增加其截面的方法可以进一步减少粒子的反弹。
(2)调节级以及高压的前几级的喷嘴应采用新叶型、减少喷嘴数目和采用大喷嘴的方法,可以大大减轻固体颗粒对喷嘴压力面的撞击。
7.4 喷嘴叶片表面采用硬化处理
对易受固体颗粒侵蚀的各级喷嘴和动叶片,采用耐侵蚀涂层和扩散渗层能大大提高其耐侵蚀的性能。国外发电厂运行经验证明:喷嘴采用硼化物扩散渗层以及动叶片采用碳化铬等离子喷涂层是预防汽轮机通道SPE的有效方法,能延长喷嘴、动叶片的使用寿命并能长时间地保持机组的可靠性和效率,从而大大降低机组的维修成本。在各种硬化处理[5]的涂层当中,硼化处理层被认为是最好的一种,其各项机械性能并没有降低。常用12Cr钢喷嘴施以硼化处理的表层硬度可达HV1500~HV1700。
7.5 减缓固体颗粒侵蚀的措施
(1)汽轮机的热力系统采用适当的旁路系统,可使锅炉在启动时最容易引起剥落的氧化皮固体粒子直接排入凝汽器,避免直接进入汽轮机。
(2)汽轮机带基本负荷、全周进汽的方式运行。这时,蒸汽及其携带的固体粒子在高压级内的流动速度较低。对于大多数为喷嘴调节方式的汽轮机在低负荷运行时,将出现部分喷嘴运行,一方面蒸汽携带的粒子速度会大大增加,加剧侵蚀;另一方面锅炉过热器、再热器管子内的流量减少可加剧锅炉局部超温,促进氧化皮的生成和剥落,使固体颗粒的数量增多,显然,宜尽量减少这种运行方式。
(3)蒸汽中含有的NaOH、Cl、SO4等杂质均对过热器、再热器管的腐蚀产生不良影响,因此,运行上应杜绝凡是会引起蒸汽携带这些腐蚀性盐类的工况。应严格执行有关水处理和水汽化学品质监控的国家标准或国际标准,加强管理,控制水和蒸汽的化学品质。
(4)对于已经发生有固体颗粒侵蚀的机组,应详细记录喷嘴、动叶片、级间和径向间隙及有关设备和部件的检修和运行方面的资料,及时做出对机组的热经济性的评估和对安全可行性影响的诊断,确定最佳处理方案,尽快修复。
8 参考文献
[1] W J Sumner et al.Reducing Solid Particle Erosion Damage in Large Steam Turbine.GER-3478A.
[2] J G Singer.Combustion Fossil Power Systems.Combustion Engineering,INC,1983.
[3] J I Cafer et al.Advances in Steam Path Technology.GERˉ3713B.37th GE Turbine State-of-the-Art Technology Seminar,1993,7.
[4] 俞茂铮等.超临界汽轮机汽道内固体颗粒运动特性及叶片冲食特性的研究,2003.7.
[5] H Kawagishi,A S Kawashaki.Protective Design and Boride Coating Against Solid Particle Erosion of First-Stage Turbine Nozzle.ASME-PWR,1990.
本文关键字:汽轮机 电工文摘,电工技术 - 电工文摘
上一篇:220kV高阻抗电力变压器设计






