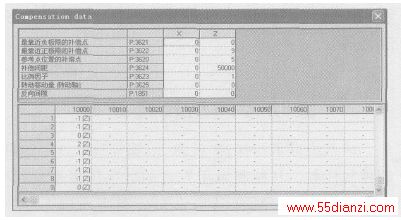
图11 补偿参数
14、将误差补偿值传送给数控系统并检查补偿效果
将自动补偿软件计算出的误差补偿值存入计算机硬盘,其文件类型为NMP文件。将计算出误差补偿值传送给数控系统,然后再次执行机床运动程序,重新采集各目标点的位置误差数据。
15、检查补偿结果
通过测量分析软件,依据GB/T16462-1996《数控卧式车床精度检验标准》,数据处理及评定标准根据GB17421-2000 标准或国际标准进行评定机床被补偿轴的位置误差是否在公差范围内。如果达到公差要求,则机床位置误差补偿工作完成;如果未达到公差要求或需要达到更精度要求,可以采取增加目标点数量和重复位置误差补偿过程以达到最满意的补偿结果。
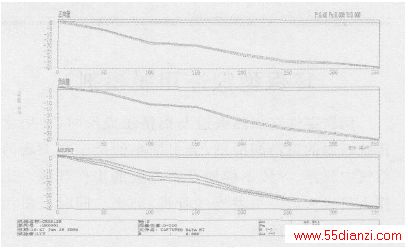
图12 补偿前结果分析
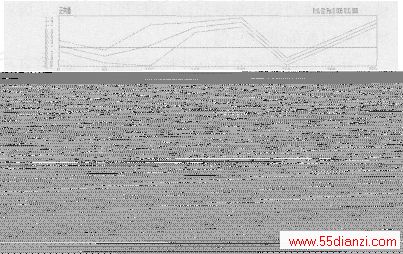
图13 补偿后结果分析
三、对螺距误差补偿功能使用的建议
螺距误差补偿功能的开发不仅提高了数控机床定位精度,而且缩短了生产周期,同时还可以降低机床成本(可降低滚珠丝杠等级)。在使用螺距误差补偿功能时要做好前后的辅助工作。
1) 在激光测量前必须确保机床的几何精度合格及机床装配的完整性,或不影响激光测量结果的前提下进行测量。
2) 被补偿轴必须在确保重复定位精度合格的前提下进行螺距补偿。
3) 进行螺距补偿的数控机床在出厂前应在《机床精度检验单》或《机床电器参数表》上注明该机床使用了螺距补偿参数,并给用户附带机床螺距补偿参数表。
4) 在螺距补偿时所设定的机床参考点应该做好标记,并且在《机床精度检验单》或《机床使用说明书》上说明其用途。
5) 同一产品的机床参考点在设定时要求统一。
本文关键字:暂无联系方式机床,应用领域 - 机床
上一篇:线切割加工中使用穿丝孔的几点技巧






