关键词 辊锻传送系统,多CPU系统,Q172CPUN,MR-J2S-B,Q02CPU
一、概述
辊锻传送系统是锻造行业应用较多的系统。该系统由辊锻机,机械手传送机构组成,替代传统的自由锻,人工送料系统。辊锻传送系统提高了自动化水平,提高产品质量精度,降低了工人劳动强度,节约成本。本文介绍的辊锻传送系统应用于某五金厂。
二、辊锻传送系统结构
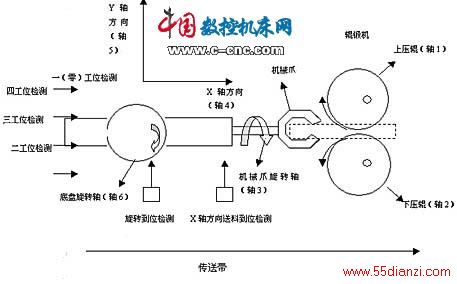
辊锻传送系统由辊锻机,机械手传送机构组成。其中,辊锻机由上下两个压轮,模具组成。模具固定在上下两个压轮上,由滚轮带动实现对产品的锻压。滚轮由两台15K伺服电机同时转动实现模具同步滚压。机械手传送机构由机械爪转动轴,X方向送料轴,Y方向工位移动轴,底盘旋转轴以及部分定位传感器组成。具体如下图:
三、控制流程
辊锻机由两台MR-J2S-15K B4及HA-LFS15K14驱动。上下压辊同时启动,保持同步;机械手传送结构主要由四台MR-J2S-700B及HC-SFS702驱动。上下压辊启动由X轴方向送料到位检测,机械瓜夹紧信号及压辊零位信号启动。每工位转动一圈,回到原点,压辊转动过程中X轴伺服OFF,处于自由滑动状态,自由滑动到位一检测信号接通(送料到位信号断开)后,X轴伺服ON,Y轴启动,由第一工位运动至第二工位,二工位检测信号接通,机械爪旋转轴旋转一定角度后,X轴启动快速行进至二工位,到位检测信号接通,X轴伺服OFF,处于自由状态,上下压辊启动。如此,进行三工位,四工位辊压成型。四个工位结束后,Y轴返回一工位,机械瓜旋转轴返回原角度;底盘旋转轴转动一定角度,旋转到位检测一接通,机械爪松开,成型产品被送入传送带。机械爪松开后,底盘旋转轴继续旋转一定角度,旋转到位检测二接通,自动送料系统开始送料,有料检测接通后,机械爪抓紧;夹紧信号接通,底盘旋转轴旋转至原始位置,周期工作开始。






