在超导材料生产的工艺流程中,电极焊接时非常重要的一环,一方面要满足不能被氧化、充分保证材料的纯度,另外一方面也要提高工作效率并降低工人的劳动强度。过去很长的一段的时间内,我国超导材料的生产过程中均采用在大气环境的氩弧焊接,但效果始终不是很理想,还经常造成钨极夹杂。为了很好地解决这一问题,我公司设计并制造完成了一种综合利用等离子焊枪和氩弧焊枪的焊接设备。设备主体上配有两把固定式等离子弧焊枪,一把手持式等离子弧焊枪、一把手持式氩弧焊枪、四套电极专用卡具,可灵活方便的进行各种方式的焊接。专门适用于焊接钨、钼、钽、铌、钛、锆、铪等难熔及活泼金属电极及构件,还可作为铸件缺陷补焊、以及熔化中间合金小铸锭供制备合金电极使用,还可制备小铸锭供理化分析使用,其用途广泛,操作灵活,使用方便,是真空自耗电弧炉、EB炉的必备辅助设备。
主要用来用在生产工艺过程中经过抽真空后充氩气进行保护的条件下实现工件的纵向焊缝和环焊缝的焊接,并保证其焊接质量的良好以及焊接过程的连续性。
一、设备主要的技术指标如下:
(1)环缝焊接速度、纵缝焊接速度均要求在一定范围内可调;
(2)固定式等离子焊枪功率:35KW/支;
(3)起弧方式选择高频起弧,从而有效避免钨或铜的夹杂;
(4)最大空载电压65V,负载持续率100%;
(5)焊接电流为200~1000A,可连续调节
(6)空炉极限真空度 ≤1*10-1pa
(7)环缝焊接速度:100-200 mm/min
(8)旋转最大速度:3转/min
(9)纵缝焊接速度:100-300mm/min
二、系统介绍
2.1 计算运动关系公式
分别实现纵焊缝和环焊缝的焊接其中纵焊缝焊接时的运动如下图示:
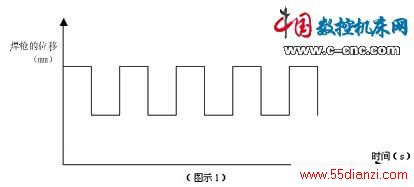
根据材料的外形尺寸(所焊接工件为近似六棱体)及焊接速度,经过计算得出环缝焊接时,焊枪的运动关系如下公式:
h={ 117/cos(α-27.15), α∈[0,54.3]} ,{131.5, α∈[0,54.3]}
其中,h代表焊枪头的位移参数, α为焊枪完成焊缝对中后,与该环缝切线方向的夹角,其取值范围是经过工艺摸索得出范围中的经验参数。经过工艺试验,能够满足工件焊接质量要求。工件旋转一圈,上述运动关系重复4个周期.
在工作过程中,焊枪头至工件表面的距离与设定距离的误差不大于1mm;
上一篇:从快速成型到大批量定制






