最近几年随着预引力混凝土管桩的迅速推广应用,国产PC钢棒生产线经过不断探索与相互借鉴,生产水平也有了较大提高。其重要标志:生产线速度,直径9.0由30~40米/分上升到100米/分,直径10.7由20~30米/分上升到90米/分;断后伸长率较稳定地控制在8.5%~9.0%之间;笔者有幸组织参与某家PC钢棒生产企业的生产线自主研制开发,历时4年,愿将其中的感悟与大家分享和探讨,并望借此对国产PC钢棒生产线的发展有所帮助。
一、PC钢棒生产线的组成与特点
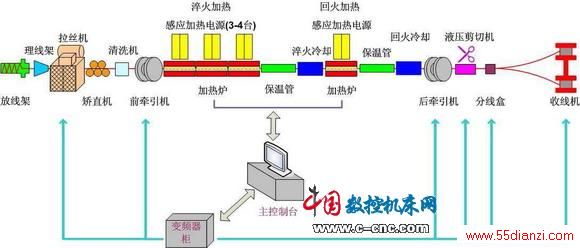
1.生产流水线组成:原料放线、除鳞、拉丝(单独拉丝后,另需再放线)、校直、牵引、淬火加热、淬火水冷、回火加热、回火水冷、牵引、剪切、分线拨叉和成品卷绕。
2.生产线按拉丝是否与后续工序连动分为拉丝连动生产线与拉丝单独生产线两种。
拉丝连动的主要优点是能充分利用拉丝所产生的热能,依不同的生产规格和速度能节省10~40KW的功率消耗;与单独拉丝相比能减少拉丝后的放线工序,因此不仅节省了拉丝后半成品的堆放场地,而且每条线每班节省1~1.5个人员;其次是每个接头减少材料损耗2米左右。当然,拉丝连动的前题是拉丝模耗比较低,否则会因频繁换模而影响整个生产线的运行,而且每次换模停车造成的废丝长度是线速度的1~1.5倍,相当于单独拉丝30~50个接头的废丝,因此每模拉丝寿命不低于40~50吨是采用拉丝连动的必要前题,究竟采用哪种方式生产线应由企业根据具体情况而定。
3.放线可分为有扭与无扭放线两种。
4.除鳞,由于受环保制约一般采用机械除鳞,效果不如化学除鳞,且受原料时效影响。
5.拉丝按与后续工序的连动关系可分单独拉丝和连动拉丝二种。连动拉丝采用齿轮变速,效率高、磨损小,钢棒上的热量又可利用。拉丝凹模又可分为被动旋转与主动旋转两种。由于主动旋转凹模可以精确控制拉丝导程,故有利于延长凹模使用寿命,提高生产率。
6.校直在水平与垂直二个方向上进行。如果采用连拉工艺,可以简化、甚至取消水平校直。
7.牵引分为上下轮全主动驱动与上轮被动下轮主动驱动二种方式:全主动驱动可以增大牵引力,但在牵引轮不均匀磨损后会造成各牵引轮各点的牵引线速度不一致,从而增加牵引机构的自身损耗。动力传递分硬连接和软连接(主要是皮带)。对于加热牵引,前者在剪切时对加热区钢棒的张力影响较小,后者可以缓减剪切时对驱动的阻转力矩。
8.淬火加热可分为二段(台)加热与三段(台)加热二种。高速线宜采用三段加热,一来有利减小单台加热电源的功率便于制造,二来有利于提高加热效率。
9.淬火水冷系统的安排与设计的好坏对产品质量和生产影响很大,对经验的依赖性很强。
上一篇:交流伺服在数控中的应用






