在零件的自动加工中,刀具的磨损、重磨或更换新刀是经常发生,灵活运用刀补值就完全可以避免当刀具磨损、重磨或更换时需要新修改程序的工作,在零件加工过程中,刀具由于磨损而使其半径变小,若造成工件误差超出其工件公差则不能满足加工要求。假设原来设置的刀补值为r1,经过一段时间的加工后,刀具半径的减小量为Δ;此时可仅修改该刀具的刀补值由原来的r1改为r2(r2= r1-Δ) 如图1而不必改变程序。同样,当刀具重磨后亦可照此处理。当需要更换刀具时可以用新刀具的半径值作为刀补代替原有程序的刀补值进行加工。由此可见,正是由于刀补值的改变适应了刀具的变化。由此编程人员还可在未知实际使用刀具尺寸的情况下,先假定刀具的大概尺寸来进行编程,实际加工时,对于半径补偿可用实际刀具半径代替假设刀具半径;对于长度补偿;将实际使用刀具长度值输入到寄存器中即可。

图1 刀具磨损、重磨或更换后加工程序不变
二、如何灵活运用刀补值来完成工件的粗、精加工用刀补值可以实现同一程序,同一刀具的粗加工和精加工,其补偿方法为:如图2:设刀具半径为r,精加工余量为△。粗加工时,输入刀具直径D=2 (r+ A),到加工出虚线轮廓完成粗加工;精加工时,同一程序,同一刀具只需输入刀具直径D=2r,则加工出实线轮廓,完成精加工。若还需半精加工,只要定好半精加工量,也可效仿此法。
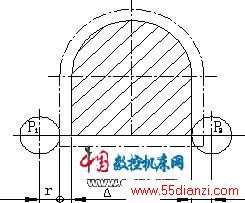
图2 利用刀具半径补偿进行粗、精加工






