
在金融危机的影响下,汽车市场竞争日趋激烈,汽车及零部件企业面临严峻的挑战,各大主机厂对曲轴的质量和精度要求越来越严格。为了满足客户需求,我公司提出“以工艺为龙头”的指导方针,要求改进、优化曲轴加工工艺,进一步提升产品质量和效率,提高客户满意度。通过对锻钢曲轴加工工艺进行整体优化试验,不仅取得了良好的效果,提高了锻钢曲轴的产品质量,同时还提高了生产线的产能,解决了产量与质量此消彼长的难题。
曲轴加工现状
曲轴是发动机的关键零件之一,其结构复杂,生产批量大,品种更换频繁,精度要求高。主轴连杆颈的尺寸精度为IT6~IT7,圆度≤0.005mm,表面粗糙度Ra0.2~0.4。因此,一条先进的曲轴生产线不仅要实现柔性换产以面对市场需求,还要满足工艺要求,保证加工精度,最终生产出合格的产品。锻钢曲轴生产线拥有世界顶级的数控机床、先进的加工工艺及日臻完善的管理制度,不仅大幅提升了曲轴的加工效率,实现了柔性快速换产能力,而且更好地保证了曲轴的加工质量。当前,曲轴的质量主要通过机加工和热处理的过程控制来保证,其途径大致有以下三种:
1. 人为检测:指通过专业质检人员(或操作人员自检、互检)对每道工序按照工艺要求进行在线测量,及时调整工艺参数,避免不合格产品周转到下道工序或出现批量废品。
2. 设备控制:指依靠较高设备精度保证当前工序的加工精度,是保证尺寸精度、形状精度和位置精度的有效方式,也是先进曲轴加工生产线的标志之一。
3. 工艺保障:工艺是机加工过程中将曲轴毛坯转化成成品的“法律”准绳,是产品质量的根本保证,也是提高加工效率的前提。
对于上述三种提升产品质量的途径,我公司对各个生产线有针对性地进行了试验论证。通过不断地改进我们发现:人为检测相对难度较低,但是后期改善效果不明显。通过先进设备控制加工精度已在锻钢生产线和部分铁轴生产线上实施,改善效果可观,但如果全公司普及需要投入大量资金。对于工艺保障,由于国内外锻钢曲轴的加工工艺大同小异,且刀具、砂轮、切削液、淬火涨量、加工参数及加工余量等影响质量因素涉及改善周期长、优化空间小及普及性差等特点,若通过工艺的改进、优化大幅度提高产品质量难度无疑是最大的。
统筹分析加工工艺
现场的加工工艺文件经过一系列的改进和优化后,刀具材质、加工参数、加工余量及工装夹具的设计精度等影响加工质量和加工效率的工艺参数已基本固化。当设备具备相当高的加工精度,每台设备严格按照工艺进行生产,却无法保证加工过程中不会出现不合格产品时,我们往往认为问题在于人为检测不到位。实践证明,加大人为检测力度不仅增加了曲轴的制造成本,而且不能从根本上消除问题。如何实现产品质量提升需要对现行工艺进行深入研究。通过对现场加工工艺的数据收集和整体分析我们发现:影响加工质量、加工效率的主要因素集中在精磨主轴、连杆之前的工序,其具体问题体现在以下四个方面:
1. 由于频繁换产,同一产品存在不同厂家、不同炉号的毛坯淬火涨量不一致的问题,尽管涨量差距不大,也需要对整条生产线的机加工工艺参数进行调整,影响了换产速度和换产质量。
2. 同一尺寸的不同工序对工艺参数的控制不统一,增大了精磨主轴、连杆的加工余量,降低了精磨的加工效率。
3. 依赖卡规、塞规等防错手段,具有人为因素影响及检测误差大的缺点。
4. 以止推档侧面为定位基准,受刀具、砂轮磨耗及淬火涨量影响变化大,导致出现轴颈侧面精磨磨不起来的现象。以止推档侧台为基准的加工工艺如图1所示。
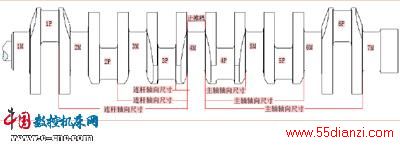
图1 止推档侧台为基准的加工工艺
上述问题严重影响了锻钢曲轴生产线产品质量的进一步提升,必须彻底解决。
本文关键字:暂无联系方式机床,应用领域 - 机床
上一篇:激光传感器焊应用及其接技术






