作为发动机心脏的曲轴,其采用的加工工艺的演变,很大程度上也是现代先进制造技术发展历程的一种体现;而另一方面,纵观国内外不同年代建成的生产线,通过透视那些有一定知名度的大中型企业规划时所作的工艺选择,往往又能总结出它的发展趋势,从而获得有益的启示。
曲轴粗加工工艺的发展和演变
曲轴粗加工工序主要包括:在完成了工件毛坯铣两端面和打中心孔後,对主轴颈和连杆轴颈以及法兰和轴头实施的加工,有时还需按某些产品的要求,对平衡块的侧面进行加工。
1.发展演变
上世纪70、80年代,曲轴粗加工采用的方式经历了由多刀车床车削的传统工艺逐渐过渡到以采用CNC车削、CNC外铣加工为主的工艺发展历程,使工件的加工精度、适应多品种生产的柔性和质量的稳定性都有了明显的改善。
上世纪90年代前後开发出的曲轴车拉、车-车拉工艺,更以所具有的加工精度高、工作效率高等一系列优点,被证明特别适合於那些平衡块侧面不需要加工且轴颈有沈割槽(包括轴向沈割槽)的曲轴。由於经这样加工後的工件可以直接进行精磨,从而又省去了精加工阶段的粗磨工序。
20世纪90年代中期,又开发出了CNC高速外铣,它对平衡块侧面需要加工的曲轴,较之CNC车削、CNC内铣、车-车拉等工艺,具有更高的生产效率。
进入21世纪,复合加工这一新的制造理念已开始进入曲轴的生产过程。一些不久前开发出来的复合机床具有工序集成功能,可以将多种加工的要求集成於一身。如某卧式车铣复合加工中心,就能在工件进入热处理之前“一次装夹,完全加工”,完成所有的曲轴粗加工工序。
由以上演变可以看出,曲轴的加工工艺正向着高速、高效、复合化方向发展。目前较为流行的粗加工工艺是主轴颈采用车-车拉工艺和高速外铣,连杆颈采用高速随动外铣,全部采用干式切削。
2.新旧工艺的对比
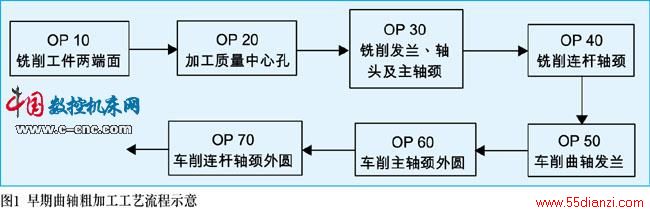
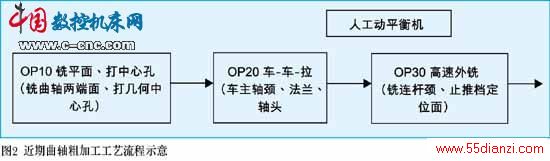
图1和图2是典型的新旧两种工艺方案。图1是一条建成於上世纪80年代後期的曲轴生产线工艺流程中的粗加工部分,从图中可见,最终完成主轴颈和连杆轴颈粗加工的是CNC数控车床。但鉴於当时机床的性能水平,为了达到必要的制造精度,之前还需要利用被企业称为“旋风铣”的外铣方式先对工件毛坯的轴颈外圆进行一道加工。图2是一条建成於不久前(2005年左右)的曲轴生产线的三道主要粗加工工序,从图1和图2所示的工艺流程对比中可以看出,采用高效的车-车拉和CNC高速外铣这两道工艺,不仅提高了加工精度和工作效率,更提升了制造过程的工序集成度。
但在以上叙述的曲轴粗加工工艺的演变过程中,还有一道很值得引起关注的工序,那就是作为之後各道工序基础的加工中心孔,即“定心”工序,本文将就此展开较深入的探讨。
本文关键字:粗加工 机床,应用领域 - 机床






