――机器人焊接系统在轿车排气零部件生产中的应用
汽车排气系统零部件各个部位的结构特点和焊接要求都不尽一致,按照不同种类工件的外形及其焊接特性,焊接单元的工艺布局有多种形式。
近年来,我国汽车产业飞速发展,车型更新换代很快,汽车产量和品种迅速增加。为了提高生产效率,不断提升并稳定产品质量,同时降低工装投资成本,高柔性的机器人焊接系统在汽车制造业中得到了广泛的应用。
首钢莫托曼机器人有限公司(以下简称“首钢莫托曼公司”)以高性能的MOTOMAN弧焊专用机器人为主要技术优势,其产品及工艺解决方案在轿车车桥、排气零部件、座椅等零部件弧焊领域被广泛应用。本文主要介绍首钢莫托曼公司轿车排气零部件弧焊方面的应用技术。在排气系统领域,首钢莫托曼公司与全球两大排气系统供应商FAURECIA和TENNECO紧密协作,不断推进机器人弧焊技术及其应用的进步。
排气零部件弧焊工艺要求
排气系统是汽车排放和消声的重要部分,主要由歧管、催化净化器、波纹管、中消及后消等部件组成(见图1),各个部位的结构特点和焊接要求都不尽一致。
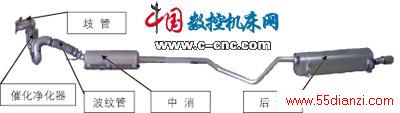
图1 排气系统的构成
按照主要功能模块距离发动机的远近,排气系统也可以分为热端、冷端两部分。
热端部分直接连接发动机排气口,主要包括歧管、净化器、波纹管、二级净化器及挂钩法兰等附属部件。因其所处底盘位置空间紧凑,所以部件外形变化较大,焊缝分布复杂。同时,因其主要功能为净化尾气,故焊缝密封性要求高。
冷端部分承接热端,主要包括中消、后消及挂钩法兰等附属部件。冷端总成通常尺寸较长,焊缝多为小直径环缝,当后消声器包为焊接结构时,通常要求压装焊接,焊缝量较大。消声器包进出气管处焊缝为三层薄板焊接,焊缝成形要求高。
焊接单元的典型布局
排气零部件机器人焊接单元主要由弧焊机器人、焊接设备、清枪剪丝机构、变位机、焊接夹具、安全防护系统、电气控制系统、工件检测设备及物流系统等组成。按照不同种类工件的外形及其焊接特性,焊接单元的工艺布局有多种形式。
对于各种排气零部件,焊接单元的典型布局如下:
1.弯管类歧管焊接单元布局
弯管类歧管的焊缝空间分布较复杂,需要使用两台机器人协调焊接或应用双轴变位机取得合适的焊接姿态。歧管及其焊接单元布局如图2。
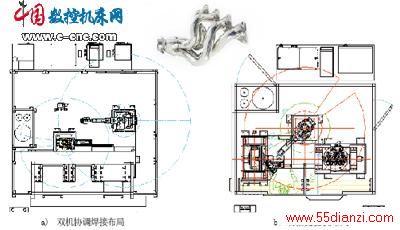
图2 弯管类歧管焊接单元布局
2.冲压半壳类歧管、净化器和波纹管的焊接单元布局
冲压半壳类歧管的焊缝主要分布在半壳一侧的弧面上,应用单轴变位机即可达到合适的焊接位置。此类工件与净化器、波纹管等尺寸小且焊缝分布单一的工件一起,可使用单座单轴变位机双工位布局(见图3)。

图3 半壳类岐管焊接单元的单座单轴变位机双工位布局






