实体材料上钻孔的刀具主要是麻花钻,但麻花钻存在许多固有的缺点:(1)在麻花钻上须做出螺旋槽,槽做得越深越宽,越易排屑,但为保证钻头有足够的强度和一定的钻芯厚度,从而限制了做大做深螺旋槽。由于存在钻芯,在钻头顶端必然会形成横刃,它因不能正常切削而是括擦挤压工件,故产生巨大的轴向力,消耗很多机床动力,且不易定心钻入。(2)螺旋槽面构成麻花钻主刀刃的前刀面,主刀刃各处的前角是不同的,故刀刃各点切削条件不同,损伤形态也不同。(3)主刀刃长,故切屑宽,刃上各点因切削速度大小与方向均不同,对切屑卷曲排出不利。(4)外圆刃带处(副刀刃)副后角为零,而该处切削速度又最高,因此散热条件差,易磨损。
传统铝材加工钻头
为此,我国曾在20世纪50~60年代创造了倪志福钻头,后称群钻。它对原有高速钢麻花钻头部进行了很大的改进,提高了定心钻入功能,大大增加了切削效率。由于各种工件材料被切削性能不同,针对不同被加工材料又创造了一系列高效群钻。硬质合金麻花钻普遍使用后,材料硬脆、难以加工改进形状,各大公司为提高麻花钻切削效率,在麻花钻结构与修磨上作了许多改进。如三菱公司在20世纪80年代开发的ZETl钻头基本系列,对钻头顶端己进行了X形修磨,使横刃趋近于零,轴向力大大下降,后刀面磨出三重后角,使定心方便;不需预钻导孔即可直接钻入,重磨也很方便。此外,制出双螺旋内供冷却液孔,使切削温度下降,排屑改善,使用寿命,可钻削深度增加。近期,三菱公司又开发出WSTAR系列钻头,对构成前刀面的螺旋槽形状、主刀刃形状、前角分布、顶角等进行了许多革新,使切屑易卷曲、排出,三向切削力(Fx、Fy、Fz)降低,切削动力减少15%,而钻头自身的弯曲刚性与扭转刚性却分别提高了20%和30%。
铝材的特点是质量轻,耐腐蚀,电阻小,非磁性,可良好地反射光与热,加工性好,易回收。切削加工时的优点为切削速度可比钢快4倍以上,因刀具磨损小,故可长期连续加工,切削条件适用范围广,既适用于轻切削(ap=0.5~1.5)又适用于重切削(ap=2.0~10),加工时消耗动力少,使材料从变形到切离,耗功率少,加工精度高,10μm的精度很容易达到。因切削力低,故可不苛求机床的刚性。但切削加工时也存在一些缺点:如加工表面易损伤,会生成变质层;加工中因切削力、夹紧力的存在,易使工件变形、振动;切屑易伸长,切屑处理性差;切屑易熔结在刀刃上,使加工表面质量差,产生毛刺;刀刃若磨损,会造成表面质量恶化。故后刀面稍有损伤即应重磨或更换刀头或刀片;熔结物被后续加工冲击脱落时也会造成刀刃缺损,因此加工中应大量使用切削液。
MNS系列钻头
针对铝材的特点,三菱公司在MWS(WSTAR系列)钻头的基础上,进一步开发了适铝材高效加工的MNS系列钻头。MNS新型铝材高效加工用钻头,具有4个内供冷却液孔,在主刀刃螺旋槽面等方面作了改进,可以大大提高加工效率。它具有以下结构特点:
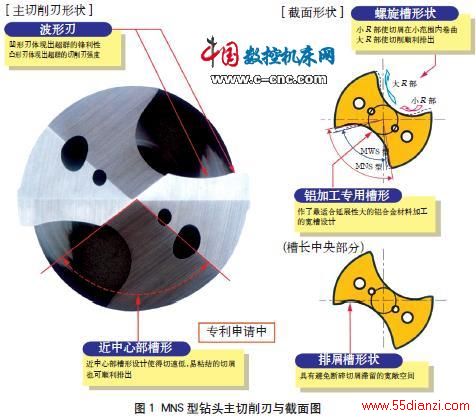
1 螺旋槽面形状与主切削刃形状
近代高效钻头的主要材料是超微粒硬质合金,它的结构形状可通过模具压制烧结形成。因此,难加工的复杂螺旋槽面形状可以方便地通过模具制成。螺旋槽面构成钻头的前刀面,顶面构成钻头的后刀面。复杂特形的螺旋槽面构成复杂特形的前刀面,前刀面和后刀面的交线是主刀刃,复杂特形的前刀面与后刀面的交线构成复杂特形的主刀刃,MWS与MNS的主刀刃如图1所示。主刀刃形成波形,靠近中心的凹形刃比一般钻头近中心部的刀刃切削锋利性大大提高,而靠近外圆的凸形刃比一般钻头该处的强度又大大提高。
上一篇:零件制造的工艺过程






