摘要 利用变频调速智能控制系统对冷镦机进行电气改造,实现冷镦机在30~120件/min的范围内进行无级调速,加工零件总数预设置,加工零件数量动态显示,零件加工达到预设数时自动停机,中间停机加工零件数保持等功能。
我公司某厂一6台冷墩机是20世纪50年代从前苏联进口的设备,是飞机铆钉的专用生产设备。70年代初,曾将电气控制系统改造为可控硅直流调速系统,至今已服役了30多年,电机整流子严重磨损,控制箱元器件老化严重,已无法保证加工精度要求。经分析,决定采用变频调速智能控制系统进行改造。
一、改造要求
1.在不改动机床机械传动系统的情况下改造为无级调速,调速范围为30~120件/min。
2.变速系统安全可靠,使机床平稳连续变速。
3.增加数显装置以计量加工件数,装置具有设定加工工件总数、达到设定值时自动停机、当中间需停机续料或出故障停机后再次开机时连续计数的功能。
二、变频调速系统、智能型仪表控制系统简介
根据电气技术改造要求,选择了变频调速系统加智能型仪表控制系统。用调速电位器通过变频器对变频电机在0~1500r/min范围内无级调速;智能型仪表通过NPN接近开关对加工零件数量进行采集,再通过内部参数的设置和操作实现对设备的控制。
选用ABB公司的ACS401―006―3变频器,具有运行性能稳定,扩展性能强,维护方便等特点。该变频器电机恒转矩4.0kW;输入电流11.1A,输出电流12.8A,过流(峰值)37A;输入信号:启动、停止和方向,模拟给定值;输出信号:模拟输出(频率),继电器输出1(故障),继电器输出2(运行)。
转速的动态显示选用DP3―SVA1A专用数显表,具有小数点设定、比率、量程及零点调整,DC 12V辅助电源输出等功能。输入电源:电流0~20mA,电压0~10V;采样速度约2.5次/s;响应速度约4.5s;最大显示9999,自由设定小数点;电源为AC 110/220V、50/60Hz。
调速开关选用2W,1kΩ线绕电位器。
采用智能型可逆预置数计数器与接近开关配合,以实现零件加工数量显示。该计数器具有以下特点:采用开关电源,电压适应范围大,抗干扰能力强;直接显示实际值,并可设定显示有效小数位数;键盘设定,LCD带背光源显示,操作简单;5种计数输入模式,4种输出模式,自动复位时间0.01~9.99s可调;使用键盘锁定功能,根据要求锁定不需要使用的键,防止误操作。
三、硬件电路设计
变频器控制采用工厂应用宏(Factory)模式,是ABB公司专为工厂无操作盘场合设计的,它提供了3线I/O配置。
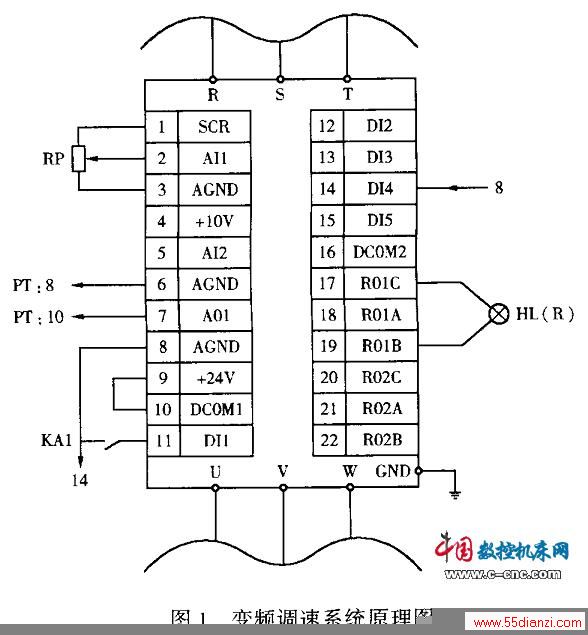
变频调速系统原理图见图1。调速电位器(RP)接至变频器的外部给定调节输入点(SCR、AI1、AGND),可以使变频器的输出频率在0~50Hz范围内改变,从而实现对变频电机的无级调速;将控制柜面板上的数显表接至变频器的输出频率点(AGND、A01),在数显表上动态显示变频器的输出转速;将报警灯接至变频器的继电器输出点(ROIB、ROIC),当变频器工作异常时报警。
本文关键字:暂无联系方式机床,应用领域 - 机床
上一篇:全闭环定义最前沿的解决方案






