摘 要:本文简要介绍汽缸镗削加工中两种有关汽缸定位的机床精度检测方法。并指出提高汽缸定位精度的简易法。
关键词:镗削加工;定位;检测法
中图分类号:TG534 文献标识码:B
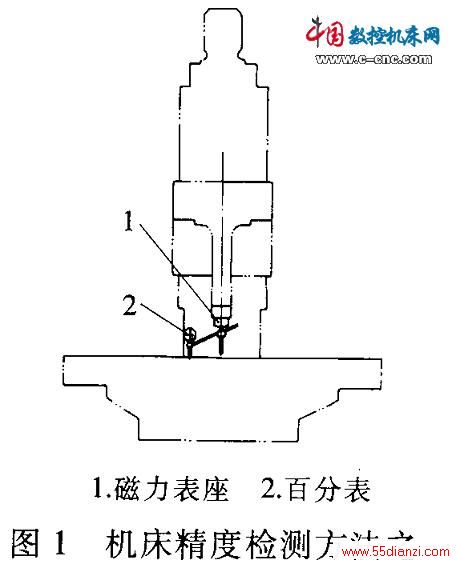
汽车修理中的汽缸镗削加工通常用T716立式金刚镗床完成。镗缸时一般有两种定位方法,即利用缸体下平面或利用曲轴座孔定位。但是,镗削之后的汽缸轴线垂直度不仅取决于定位方法,而且也取决于机床本身的几何精度。因此对机床有关精度的检测方法要正确。图1所示的检测方法便是错误的一例。
如图1所示,为检测T716立式金刚镗床所撞汽缸轴线垂直度,采用了将磁力表座固定在镗头下端面,将百分表测头打在工作台面上,然后转动撞头,横向检查百分表的跳动量,再折算到标准长度上的方法。这种方法所检测的结果,实际上是镗头主轴轴线对工作台面的指定方向的垂直度误差,并不是镗头进刀方向与工作台面之间在指定方向的垂直度,因此,用这种方法所测得的结果,与机床保证所镗汽缸轴线的方向精度之间毫无关系,是一种错误的检测方法。
正确的检测方法应当检测机床的滑架导轨与工作台面之间的垂直度。图2所示的检测方法是正确的,它采用直角尺作为对比基准,利用相对测量法来完成。即将磁力表座固定在镗头下端,并将镗头固定不转。将直角尺面如图示放置,使百分表测头打在直角尺面上。启动镗头快速升降系统,在规定高度范围内检查百分表的变动值。将直角尺调转180°后,重复上述操作,将两次百分表变动值按“国标”中所规定的计算方法计算,便可得出垂直度误差及角尺误差。
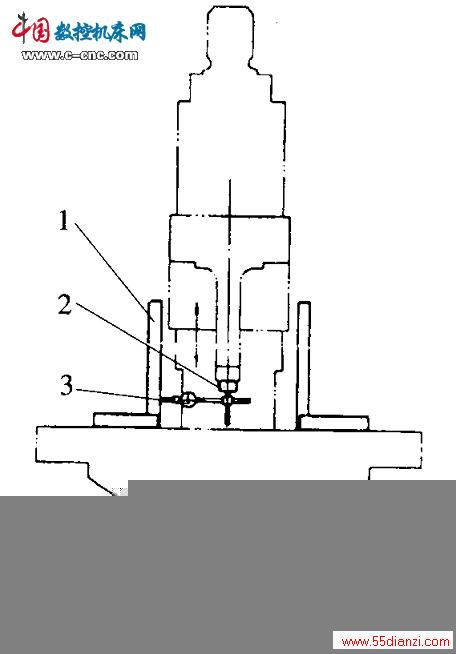
上述方法不仅可用于机床修理,还可以运用在撞缸定位时对缸体的调整。就是说只要知道镗头导轨与工作台面的垂直度误差的大小和方向,并在镗缸前测得曲轴座孔轴线与缸体底平面平行度误差的大小及方向,便可通过在缸体底平面一端垫以适当厚度的垫片来实现曲轴座孔轴线与镗床导轨完全垂直的调整,获得较高的汽缸垂直度加工精度。
上一篇:辅助设备提高挤出效能






