薄壁零件已日益广泛地应用在各工业部门的产品上,因为它具有重量轻、节材省料、节约能源、结构紧凑等特点。但薄壁零件在加工切削中是比较棘手的问题,因薄壁零件的刚性差,加工容易变形,使零件的形位误差增大,很难保证零件的加工质量。
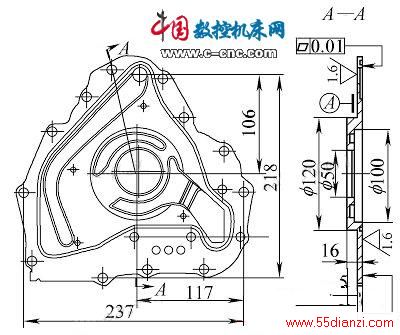
图1
如图1所示的盘形薄壁零件,是我公司为上汽KV6 型发动机开发配套的转子式机油泵泵体,其材料是YL112 铝合金压铸件,也是公司车削加工难度较大的零件之一。由于产量大,质量要求高,故我们对零件加工的工艺方案进行了认真的研究,分别对工件的装夹、刀具角度和切削用量的选择,以及程序的编制等方面进行了试验,有效地解决了该零件加工过程中出现的变形和振纹,保证了加工精度和质量,同时为加工此类薄壁零件提供了有效的经验和借鉴的实例。
1. 零件结构及工艺性分析
该盘形零件由不规则三角形构成,周边大面积的厚度只有5mm, 中间最薄的部位仅有2. 5mm, 多处还有不规则的沟槽, 其最大旋转直径达335mm.这样一种结构复杂,壁薄不均,而且面积大的特殊零件,其加工难度主要有以下两点:
(1)因零件面大壁薄刚性不足,压紧点和支承点相对较远,在切削受力时,容易产生塑性变形。
(2)在切削时,由于机床的自激振动,断续切削引起无规律的切削振动,再加上夹具和外部其他的机械振动,以及因刀具角度选择不当等因素,使得被切削表面产生振纹,严重影响零件表面的加工质量。
2. 加工工艺
该零件加工工艺路线:压铸毛坯→表面喷砂→钻螺钉孔→粗、精车结合面和转子孔→粗、精车背面与圆台平面孔→铣密封槽→检测验收等,上述主要工序在数控车床和加工中心上完成。
在实施上述加工步骤时,应控制工步的合理安排,有效地控制工件在切削时出现的变形,以保证转子孔的深度尺寸。应采用先粗后精、先近后远、内外交叉、基面先行的原则进行,即先粗车结合面,再粗车转子孔,然后精车转子孔,最后精车结合面,采用这种交叉加工方法,就可以减少热应力变形的产生。
本文关键字:暂无联系方式机床,应用领域 - 机床






